编号:RHZY
0701~1601-2024压 力 容 器 制 造作业(工艺)文件编制:__________审核:__________批准:__________2024 年 2 月 18 日发布 2024 年 2 月 18 日 实施江苏大丰目录序号文件编号文件名称备注1RHZY
0701-2024下料通用工艺守则2RHZY
0702-2024机械加工工艺规程3RHZY
0703-2024零部件制造通用工艺守则4RHZY
0704-2024不锈钢容器制造通用工艺守则5RHZY
0705-2024容器组装通用工艺守则6RHZY
0706-2024不锈钢容器、零部件酸洗钝化工艺守则7RHZY
0707-2024碳弧气刨通用工艺守则8RHZY
0708-2024管板及折流板制造工艺守则9RHZY
0709-2024氧燃气切割工艺守则10RHZY
0710-2024等离子弧切割通用工艺守则11RHZY
0801-2024焊接通用工艺12RHZY
0802-2024焊接接头返修通用工艺守则13RHZY
0901-2024热处理工艺守则14RHZY
0902-2024奥氏体不锈钢固溶或稳定化处理通用工艺守则15RHZY
1001-2024无损检测工艺守则16RHZY
1201-2024耐压试验和泄漏试验工艺守则17RHZY
1202-2024检验工艺守则江苏大丰作业(工艺)文 件标准号RHZY
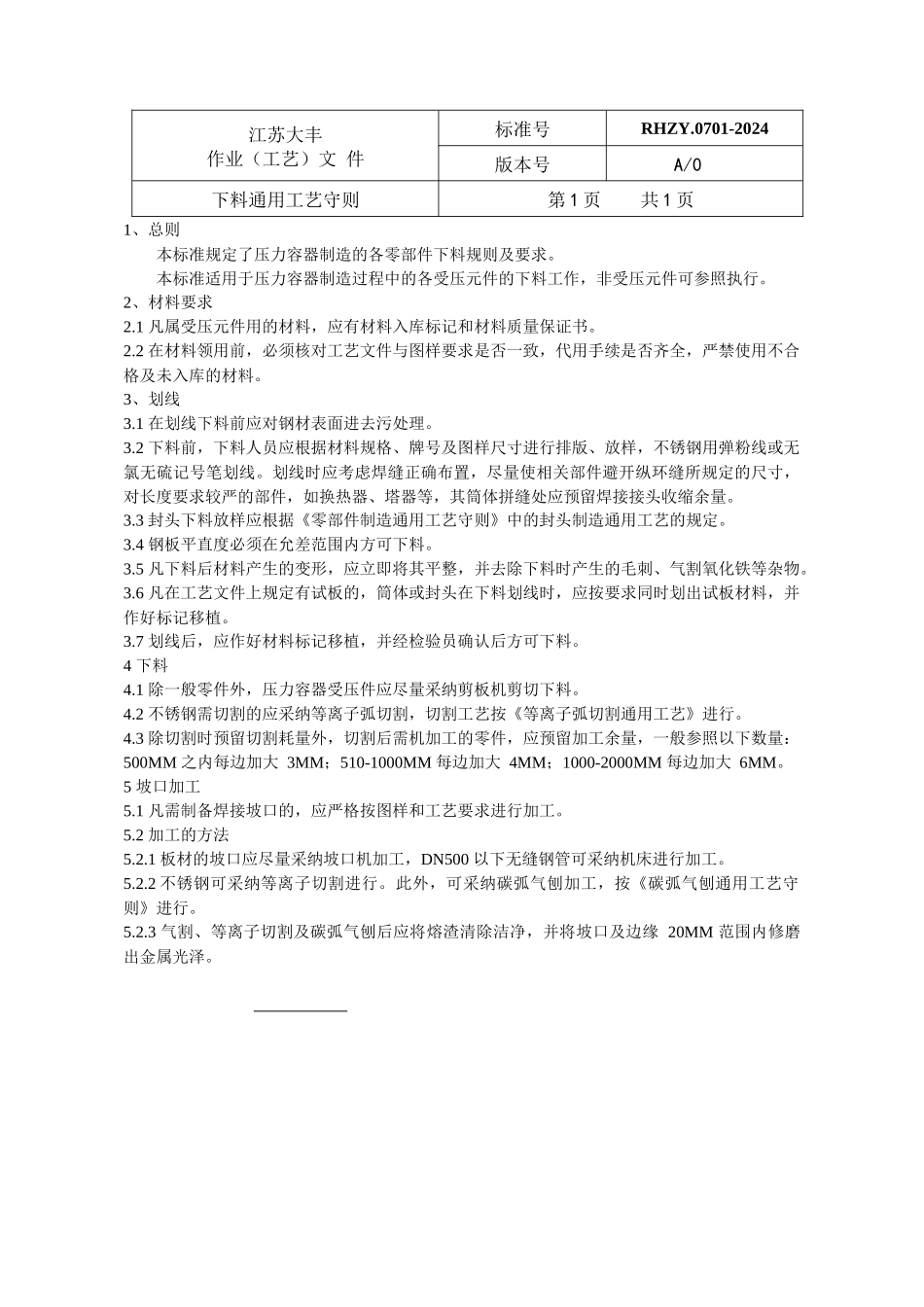
0701-2024版本号A/0下料通用工艺守则第 1 页 共 1 页1、总则本标准规定了压力容器制造的各零部件下料规则及要求
本标准适用于压力容器制造过程中的各受压元件的下料工作,非受压元件可参照执行
2、材料要求2
1 凡属受压元件用的材料,应有材料入库标记和材料质量保证书
2 在材料领用前,必须核对工艺文件与图样要求是否一致,代用手续是否齐全,严禁使用不合格及未入库的材料