模具冷却/加热系统的设计1、模具温度调节系统概述塑料注射成型是将熔融状态的塑料高压注入模腔,其后熔料在模腔中冷却到塑料的热变形温度以下固化成型
该过程是由熔料和模具的温差实现的,由于不同的成型材料要求不同的模具温度(模具温度应低于塑件热变形温度),若模具温度过高或过低,都会影响塑件的质量和生产
--过高:溢料;缩孔;塑件固化时间长,注射周期长,生产率低;--过低:熔料流动性差,塑件应力增大,出现填充不良、熔接痕、缺料与表面不光泽等缺陷;--不均匀:出现收缩率偏差,塑件变形等问题;所以模具设计时必须考虑冷却或加热装置来调节模具温度
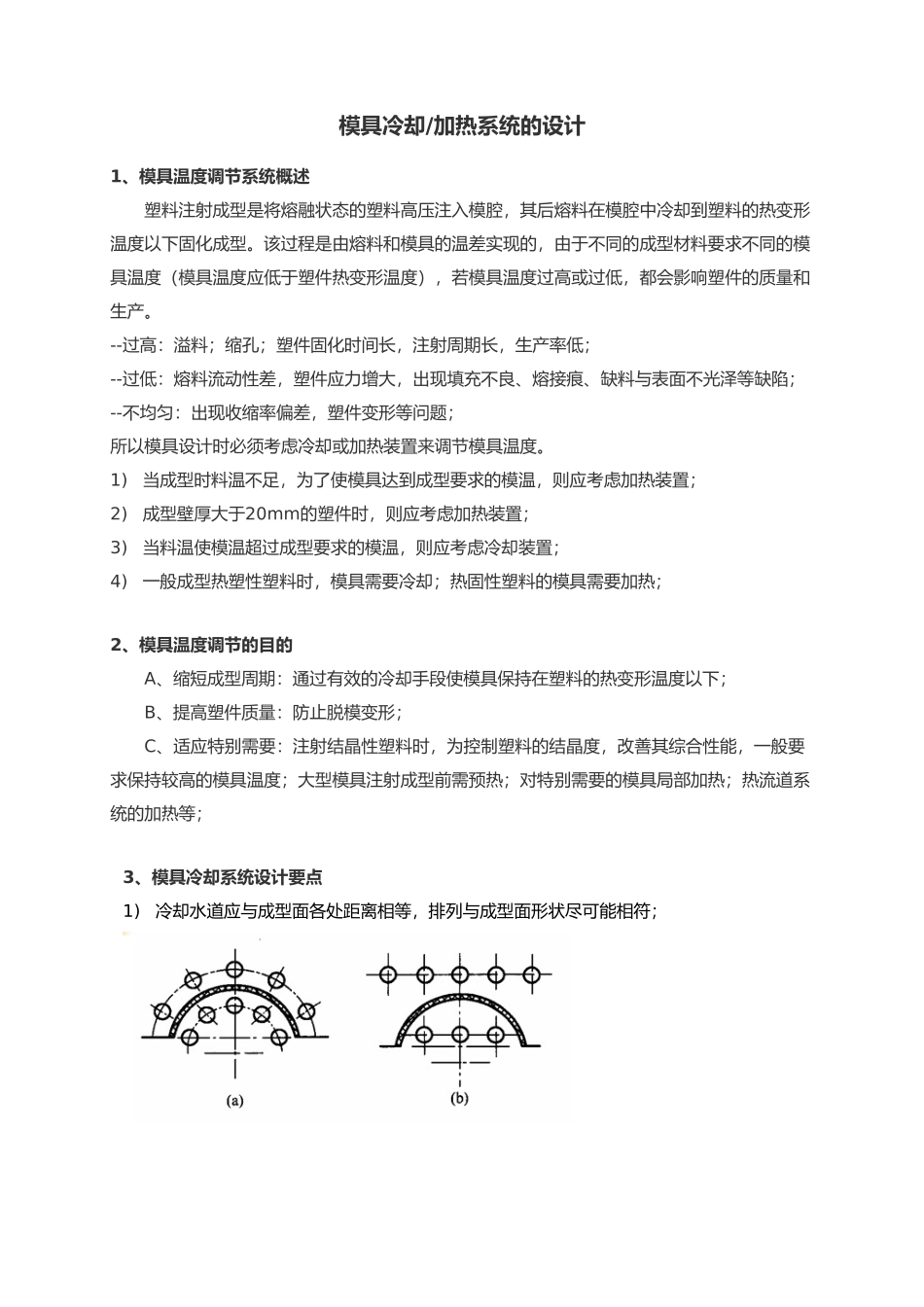
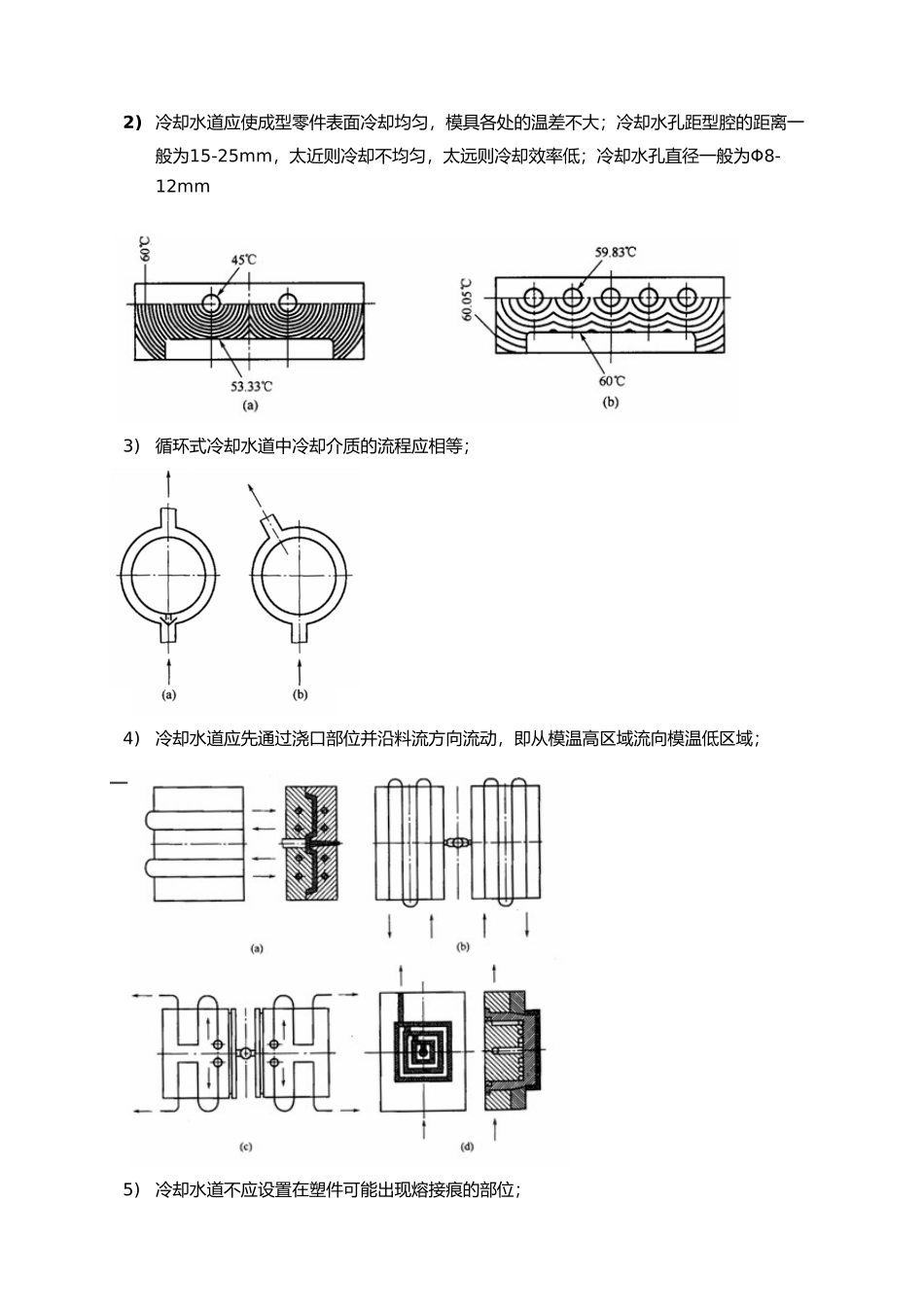
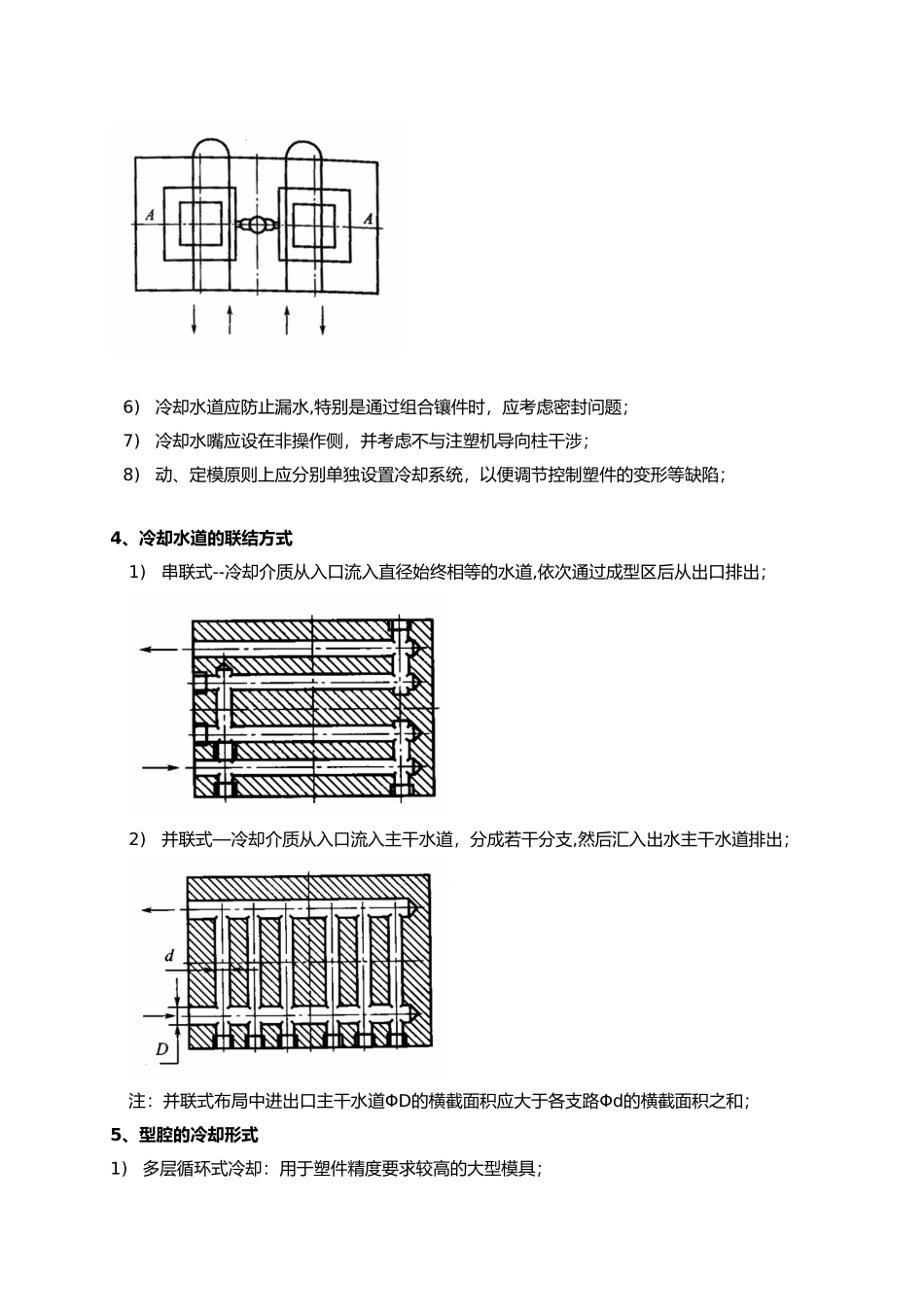
1)当成型时料温不足,为了使模具达到成型要求的模温,则应考虑加热装置;2)成型壁厚大于20mm的塑件时,则应考虑加热装置;3)当料温使模温超过成型要求的模温,则应考虑冷却装置;4)一般成型热塑性塑料时,模具需要冷却;热固性塑料的模具需要加热;2、模具温度调节的目的A、缩短成型周期:通过有效的冷却手段使模具保持在塑料的热变形温度以下;B、提高塑件质量:防止脱模变形;C、适应特别需要:注射结晶性塑料时,为控制塑料的结晶度,改善其综合性能,一般要求保持较高的模具温度;大型模具注射成型前需预热;对特别需要的模具局部加热;热流道系统的加热等;3、模具冷却系统设计要点1)冷却水道应与成型面各处距离相等,排列与成型面形状尽可能相符;2) 冷却水道应使成型零件表面冷却均匀,模具各处的温差不大;冷却水孔距型腔的距离一般为15-25mm,太近则冷却不均匀,太远则冷却效率低;冷却水孔直径一般为Φ8-12mm3)循环式冷却水道中冷却介质的流程应相等;4)冷却水道应先通过浇口部位并沿料流方向流动,即从模温高区域流向模温低区域;5)冷却水道不应设置在塑件可能出现熔接痕的部位;6)冷却水道应防止漏水,特别是通过组合镶件时,应考虑密封问题; 7)冷却水嘴应设在非操作侧,并考虑不与