浇注系统的设计1 概述1) 流道系統是將熔融的塑料從注塑機熔膠引到工模的每一個內模
因此流道系統的結構,長短大小及駁接方式都會影響注塑填充的效果,從而直接影響制品的品質,此外,設計流道系統更要從經濟效益著眼
達到快冷卻及短周期
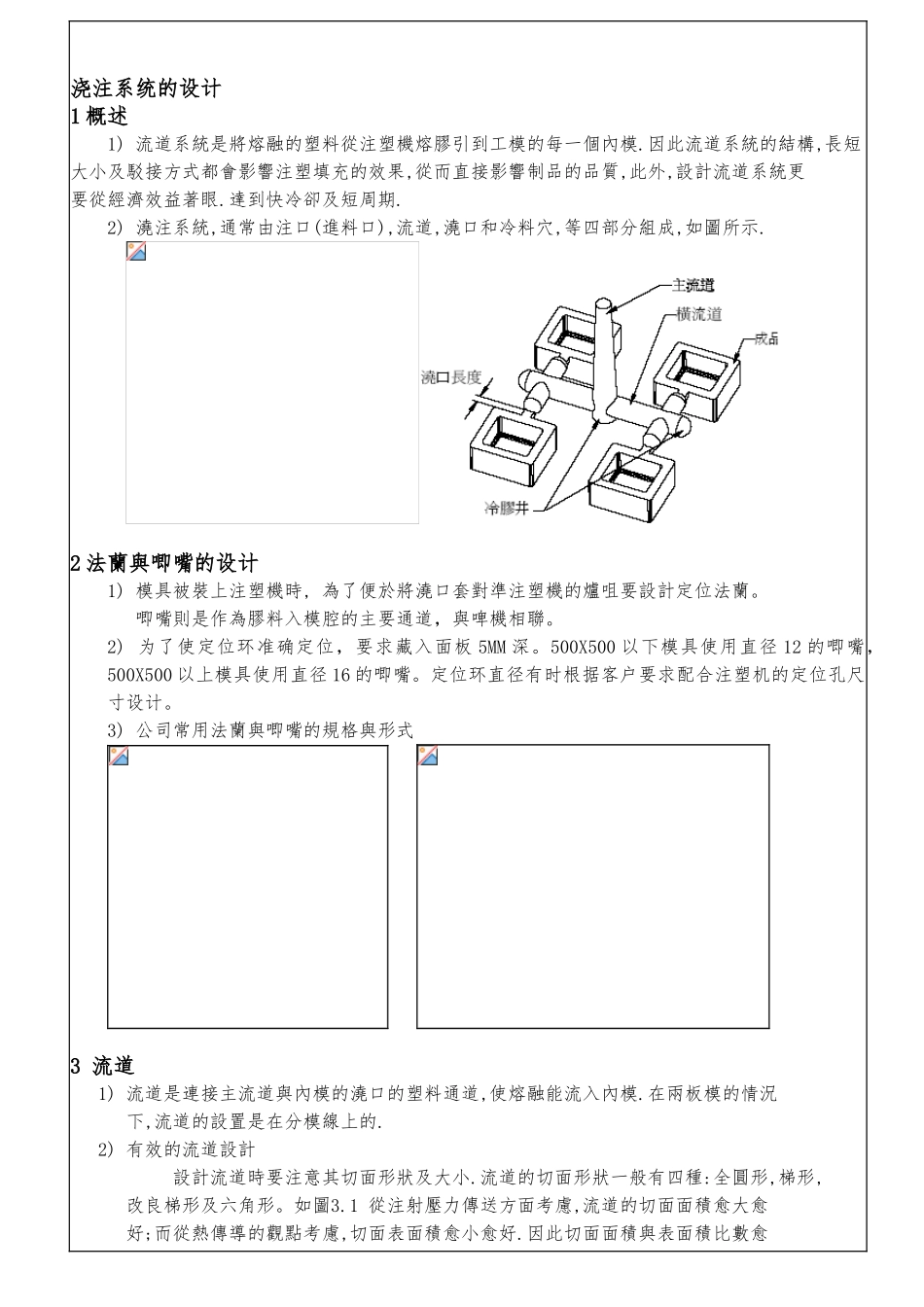
2) 澆注系統,通常由注口(進料口),流道,澆口和冷料穴,等四部分組成,如圖所示
2 法蘭與唧嘴的设计 1) 模具被裝上注塑機時, 為了便於將澆口套對準注塑機的爐咀要設計定位法蘭
唧嘴則是作為膠料入模腔的主要通道,與啤機相聯
2) 为了使定位环准确定位,要求藏入面板 5MM 深
500X500 以下模具使用直径 12 的唧嘴,500X500 以上模具使用直径 16 的唧嘴
定位环直径有时根据客户要求配合注塑机的定位孔尺寸设计
3) 公司常用法蘭與唧嘴的規格與形式 3 流道1) 流道是連接主流道與內模的澆口的塑料通道,使熔融能流入內模
在兩板模的情況下,流道的設置是在分模線上的
2) 有效的流道設計設計流道時要注意其切面形狀及大小
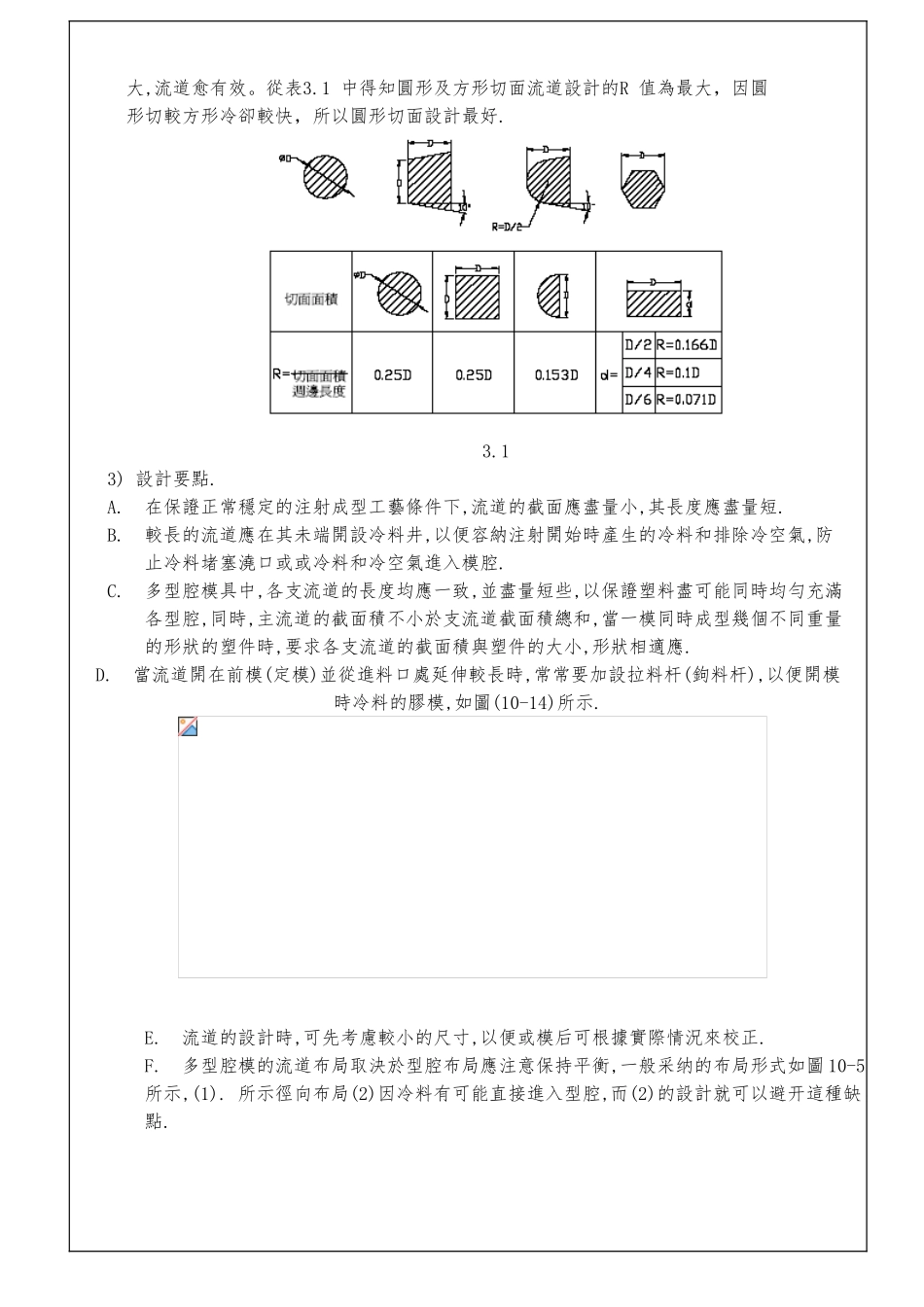
流道的切面形狀一般有四種:全圓形,梯形,改良梯形及六角形
1 從注射壓力傳送方面考慮,流道的切面面積愈大愈好;而從熱傳導的觀點考慮,切面表面積愈小愈好
因此切面面積與表面積比數愈大,流道愈有效
1 中得知圓形及方形切面流道設計的R 值為最大,因圓形切較方形冷卻較快,所以圓形切面設計最好
13) 設計要點
在保證正常穩定的注射成型工藝條件下,流道的截面應盡量小,其長度應盡量短
較長的流道應在其未端開設冷料井,以便容納注射開始時產生的冷料和排除冷空氣,防 止冷料堵塞澆口或或冷料和冷空氣進入模腔
多型腔模具中,各支流道的長度均應一致,並盡量短些,以保證塑料盡可能同時均勻充滿 各型腔,同時,主流道的截面積不小於支流道截面積總和,當一模同時成型幾個不同重量 的形狀的塑件時,要求各支流道的截面積與