磷铵厂原料车间磷矿浆制备技改方案一 设备运行现状1、磷铵厂原料车间自 2024 年 8 月投入使用复合破裂机以来,设备故障率较高,设备配件损坏更换频繁,并且一旦遇到下雨天气,矿石含水量较大,导致破裂机不能正常使用
2、磷铵厂原料车间 1#、2#、3#磨机矿浆直送磷铵厂一、二车间,P2O5在 28%32% ,MgO 在 1
3、磷铵厂装置设计产能 60 万吨/a 磷酸一铵,需耗矿 117 万吨/a,供应一铵的 1#、2#、3#及 5#磨机设计能力为115
194 万吨/a,计划停车检修,正常生产实际产能只达到 104
148 万吨/a
4、根据产能平衡结算,现磷酸一铵供矿不足
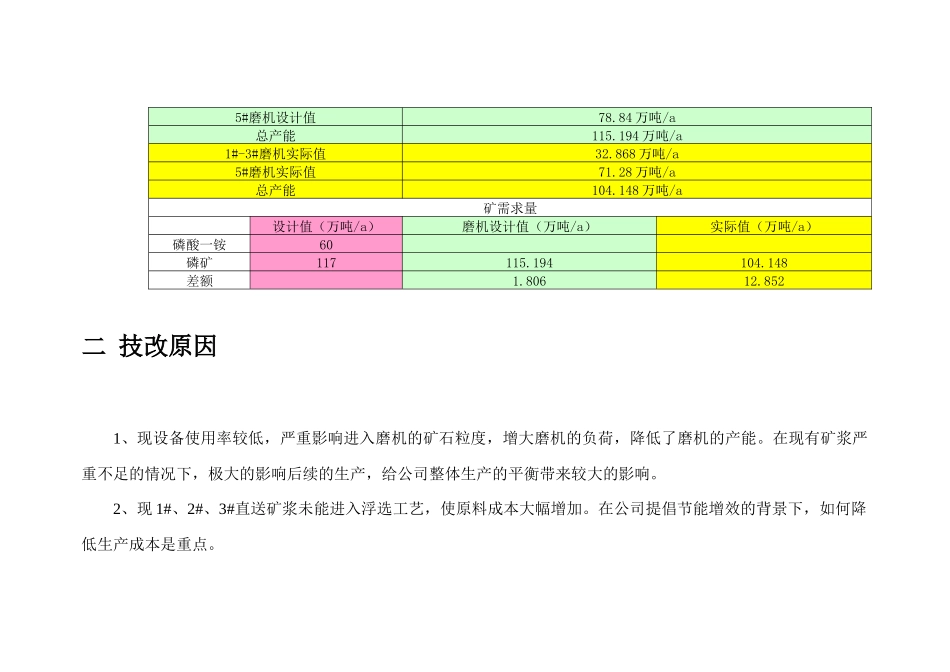
1#-3#磨机设计值36
354 万吨/a5#磨机设计值78
84 万吨/a总产能115
194 万吨/a1#-3#磨机实际值32
868 万吨/a5#磨机实际值71
28 万吨/a总产能104
148 万吨/a矿需求量 设计值(万吨/a)磨机设计值(万吨/a)实际值(万吨/a)磷酸一铵60 磷矿117115
194104
148差额 1
852二 技改原因1、现设备使用率较低,严重影响进入磨机的矿石粒度,增大磨机的负荷,降低了磨机的产能
在现有矿浆严重不足的情况下,极大的影响后续的生产,给公司整体生产的平衡带来较大的影响
2、现 1#、2#、3#直送矿浆未能进入浮选工艺,使原料成本大幅增加
在公司提倡节能增效的背景下,如何降低生产成本是重点
3、直送矿浆进入浮选后,为后续生产的稳定性提供保障
4、未进浮选的矿浆,其金属离子含量高,磷酸生产酸耗高,且输酸管线易堵塞
三 技改目的1、达到多破少磨原则;2、降低破裂机故障率,提高破裂能力;3、提高设备的自动化程度,降低维修人员的劳动强度;4、提高设备配件的使用寿命,降低破裂维修费用;5、降低矿浆中 MgO 含量,促进磷酸生产的有效