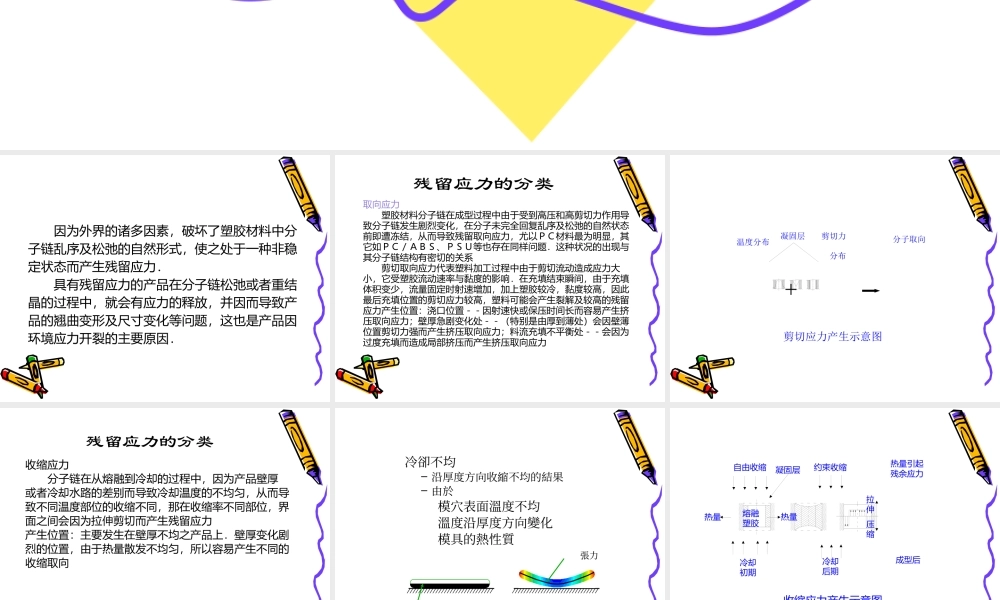
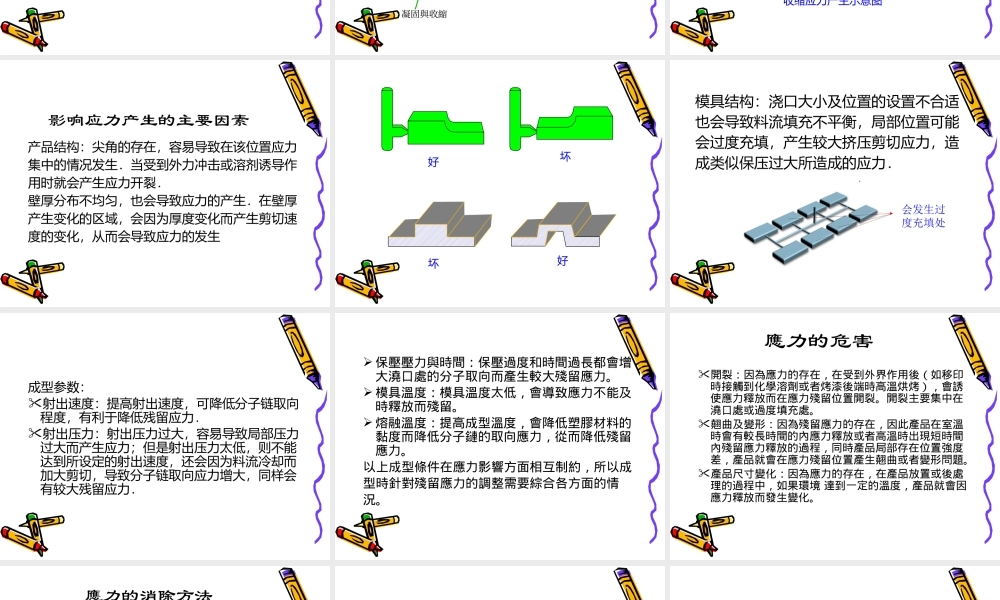
塑胶产品残余应力的分 析 塑胶产品残余应力的分 析 因为外界的诸多因素,破坏了塑胶材料中分子链乱序及松弛的自然形式,使之处于一种非稳定状态而产生残留应力. 具有残留应力的产品在分子链松弛或者重结晶的过程中,就会有应力的释放,并因而导致产品的翘曲变形及尺寸变化等问题,这也是产品因环境应力开裂的主要原因.残留应力的分类取向应力 塑胶材料分子链在成型过程中由于受到高压和高剪切力作用导致分子链发生剧烈变化,在分子未完全回复乱序及松弛的自然状态前即遭冻结,从而导致残留取向应力,尤以PC材料最为明显,其它如PC/ABS、PSU等也存在同样问题.这种状况的出现与其分子链结构有密切的关系 剪切取向应力代表塑料加工过程中由于剪切流动造成应力大小,它受塑胶流动速率与黏度的影响.在充填结束瞬间,由于充填体积变少,流量固定时射速增加,加上塑胶较冷,黏度较高,因此最后充填位置的剪切应力较高,塑料可能会产生裂解及较高的残留应力产生位置:浇口位置--因射速快或保压时间长而容易产生挤压取向应力;壁厚急剧变化处--(特别是由厚到薄处)会因壁薄位置剪切力强而产生挤压取向应力;料流充填不平衡处--会因为过度充填而造成局部挤压而产生挤压取向应力温度分布剪切力 分布分子取向凝固层剪切应力产生示意图收缩应力 分子链在从熔融到冷却的过程中,因为产品壁厚或者冷却水路的差别而导致冷却温度的不均匀,从而导致不同温度部位的收缩不同,那在收缩率不同部位,界面之间会因为拉伸剪切而产生残留应力产生位置:主要发生在壁厚不均之产品上.壁厚变化剧烈的位置,由于热量散发不均匀,所以容易产生不同的收缩取向残留应力的分类冷卻不均– 沿厚度方向收縮不均的結果– 由於模穴表面溫度不均溫度沿厚度方向變化模具的熱性質凝固與收縮張力凝固层自由收缩熔融塑胶热量热量冷却初期冷却后期约束收缩热量引起残余应力成型后拉伸压缩收缩应力产生示意图影响应力产生的主要因素