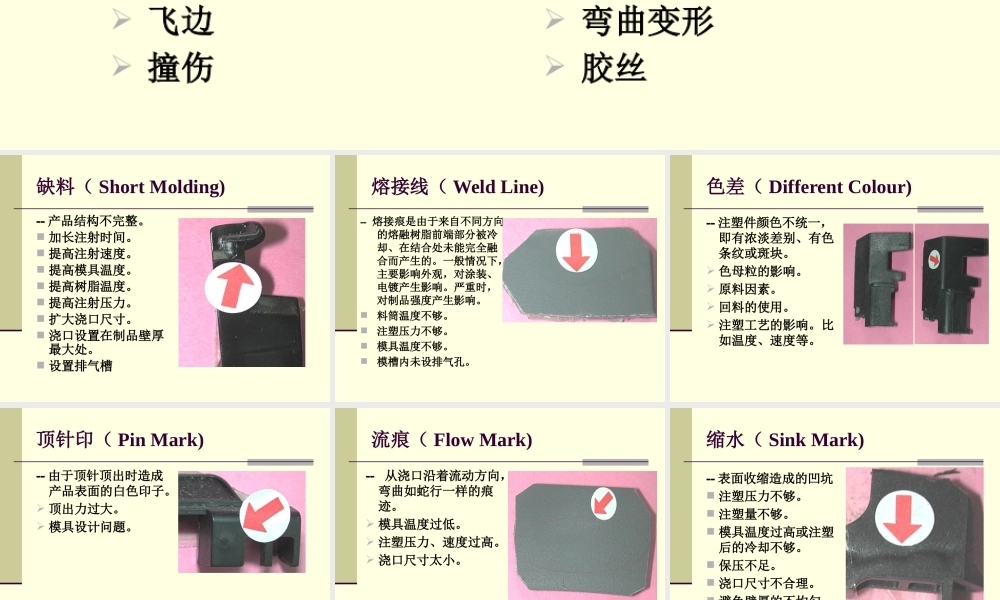
塑胶产品常见缺陷有: 缺料 熔接线 色差 顶针印 流痕 缩水 划伤 水口高出 修坏 飞边 撞伤 裂痕 黑点 油污 汽泡 断裂 银丝 顶针断 烧焦 模具印 弯曲变形 胶丝缺料( Short Molding)-- 产品结构不完整
加长注射时间
提高注射速度
提高模具温度
提高树脂温度
提高注射压力
扩大浇口尺寸
浇口设置在制品壁厚最大处
设置排气槽熔接线( Weld Line)-- 熔接痕是由于来自不同方向的熔融树脂前端部分被冷却、在结合处未能完全融合而产生的
一般情况下,主要影响外观,对涂装、电镀产生影响
严重时,对制品强度产生影响
料筒温度不够
注塑压力不够
模具温度不够
模槽内未设排气孔
色差( Different Colour)-- 注塑件颜色不统一,即有浓淡差别、有色条纹或斑块
色母粒的影响
原料因素
回料的使用
注塑工艺的影响
比如温度、速度等
顶针印( Pin Mark)-- 由于顶针顶出时造成产品表面的白色印子
顶出力过大
模具设计问题
流痕( Flow Mark)-- 从浇口沿着流动方向,弯曲如蛇行一样的痕迹
模具温度过低
注塑压力、速度过高
浇口尺寸太小
缩水( Sink Mark)-- 表面收缩造成的凹坑 注塑压力不够
注塑量不够
模具温度过高或注塑后的冷却不够
保压不足
浇口尺寸不合理
避免壁厚的不均匀
划伤( Scratches)-- 产品表面较浅的伤痕
错误的操作方式
机械手造成
产品放置不当
模具本身造成
注:一般如果划伤出现的位置和状况有规律基本上可以认为是由于模具、机械手或调机造成
水口高出( High Gating)-- 浇口处高出产品表面的部分
模具设计的问题