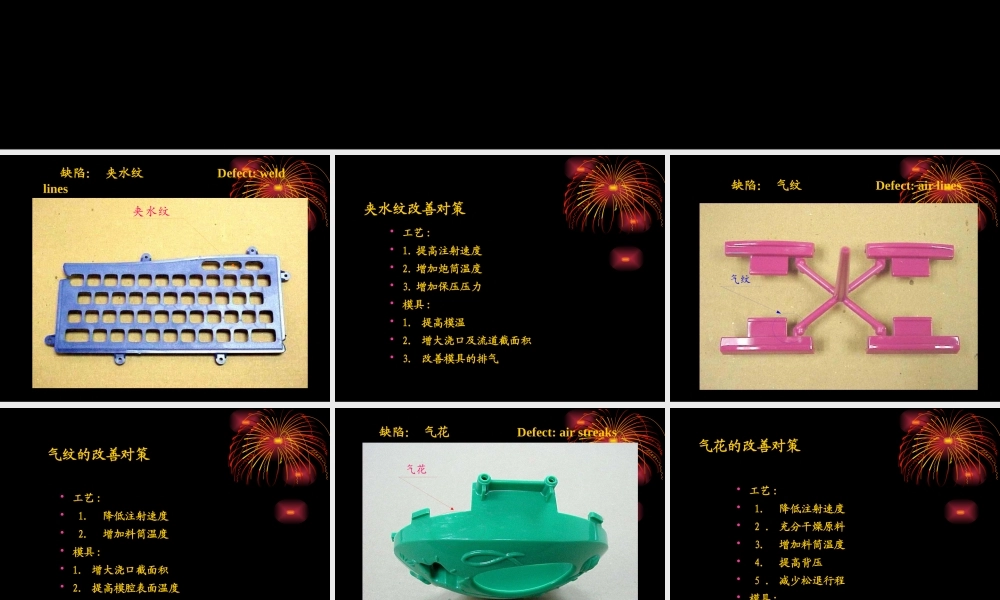
注塑产品常见缺陷认知 培训对象:注塑作业员 培训讲师:品质张强 培训地点:公司会议室 培训日期: 2016 年 4 月 5 日 缺陷: 夹水纹 Defect: weld lines夹水纹• 工艺 :• 1
提高注射速度 • 2
增加炮筒温度• 3
增加保压压力• 模具 :• 1
提高模温• 2
增大浇口及流道截面积• 3
改善模具的排气夹水纹改善对策 缺陷: 气纹 Defect: air lines 气纹气纹的改善对策• 工艺 : • 1
降低注射速度• 2
增加料筒温度• 模具 :• 1
增大浇口截面积• 2
提高模腔表面温度• 3
加深冷料井 缺陷: 气花 Defect: air streaks 气花气花的改善对策• 工艺 : • 1
降低注射速度• 2
充分干燥原料• 3
增加料筒温度• 4
提高背压 • 5
减少松退行程• 模具 :• 1
增大浇口及流道的截面积• 2
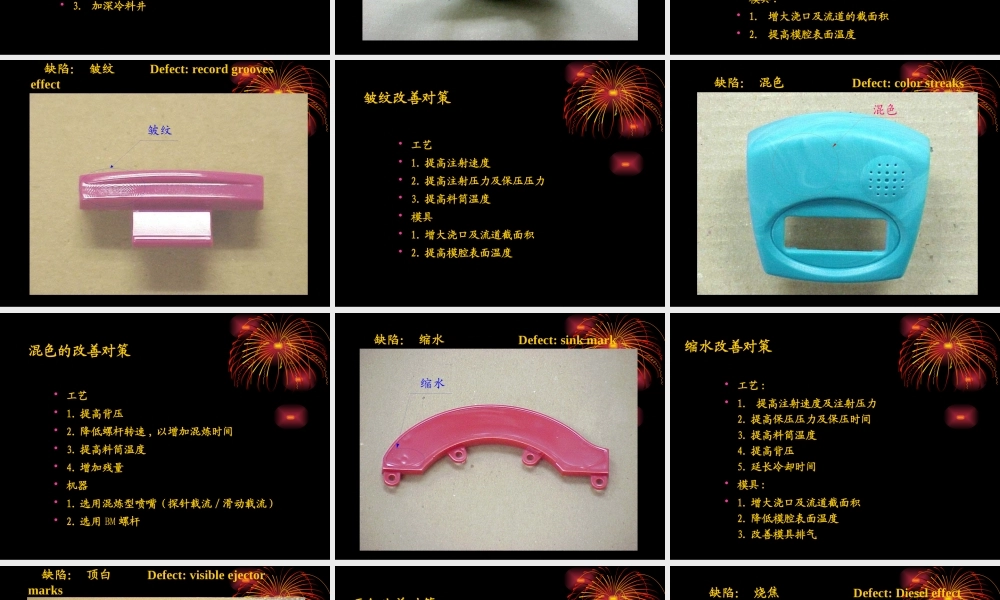
提高模腔表面温度 缺陷: 皱纹 Defect: record grooves effect皱纹皱纹改善对策• 工艺• 1
提高注射速度• 2
提高注射压力及保压压力• 3
提高料筒温度• 模具• 1
增大浇口及流道截面积• 2
提高模腔表面温度 缺陷: 混色 Defect: color streaks混色混色的改善对策• 工艺• 1
提高背压• 2
降低螺杆转速 , 以增加混炼时间• 3
提高料筒温度• 4
增加残量• 机器• 1
选用混炼型喷嘴(探针载流 / 滑动载流)• 2
选用 BM 螺杆 缺陷: 缩水 Defect: sink mark缩水缩水改善对策• 工艺 :• 1
提高注射速度及注射压力2
提高保压压力及保压时间3
提高料筒温度4
延长冷却时间• 模具 :• 1
增大浇口及流道截面积2
降低模腔表面温