支持性文件轧辊装配操作与维护规程编号版次修订状态总页数A1编制批准批准日期生效日期年月日年月日审核/会签所在部门审核/会签所在部门发放部门发放份数发放部门发放份数总经理熔铸车间总工热轧车间管理者代表冷轧车间副厂长精整车间副总工动力车间办公室财务科技术开发科经营科品保科设备科生产计划科安全环保科轧辊装配操作与维护规程 QW04A11轧辊装配操作与维护规程1 目的规范各轧机(1650 热轧机、1550 冷轧机、1450 箔轧机、1850 箔轧机、1550 精轧机、1830 精轧机、1800 铸轧机、1900 铸轧机)轧辊装配操作与维护,使其达到工艺要求,满足生产需要
2 适用范围本规程适用于各轧机轧辊装配操作与维护
1 换辊工每日完成应有的轧辊装配工作,装配过程中认真按照规程严格检查,并做好相关的记录
2 换辊工将检查问题点和零部件更换情况如实填写在相关记录里,并反馈给部门主管,部门主管反馈相关归口部门
3 换辊工做好轧辊及轴承箱定期维护保养工作,并做好相关的记录
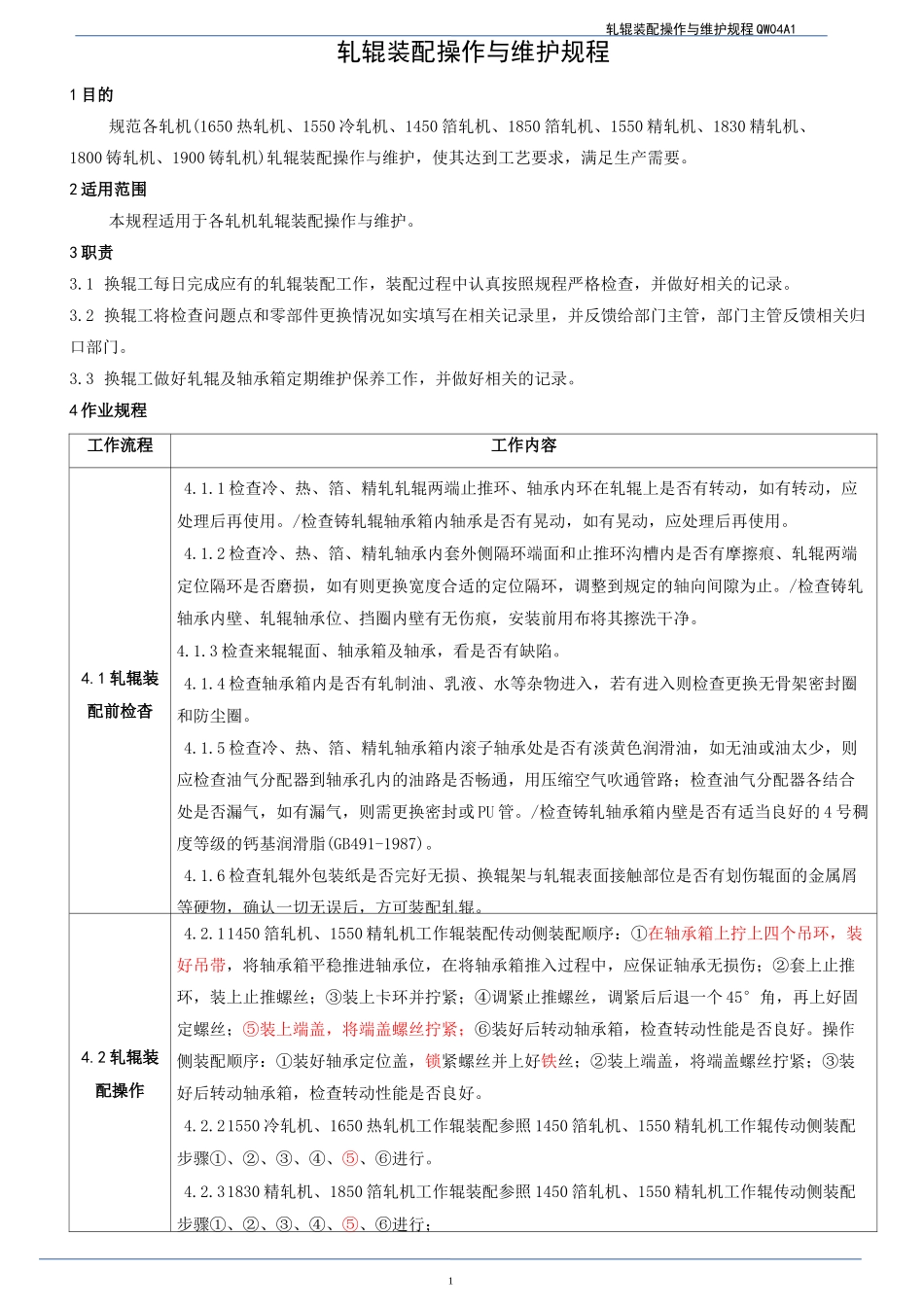
4 作业规程工作流程工作内容4
1 轧辊装配前检杳4
1 检查冷、热、箔、精轧轧辊两端止推环、轴承内环在轧辊上是否有转动,如有转动,应处理后再使用
/检查铸轧辊轴承箱内轴承是否有晃动,如有晃动,应处理后再使用
2 检查冷、热、箔、精轧轴承内套外侧隔环端面和止推环沟槽内是否有摩擦痕、轧辊两端定位隔环是否磨损,如有则更换宽度合适的定位隔环,调整到规定的轴向间隙为止
/检查铸轧轴承内壁、轧辊轴承位、挡圈内壁有无伤痕,安装前用布将其擦洗干净
3 检查来辊辊面、轴承箱及轴承,看是否有缺陷
4 检查轴承箱内是否有轧制油、乳液、水等杂物进入,若有进入则检查更换无骨架密封圈和防尘圈
5 检查冷、热、箔、精轧轴承箱内滚子轴承处是否有淡黄色润滑油,如无油或油太少,则应检查油气分配器