C◎ZRLLJr4b~irJ/ )JCd实验三:机床夹具设计姓名:谢银飞班级:机制 152 班学号:72(22)姓名:朱嘉俊班级:机制 152 班学号:73(23)一
明确设计任务1
设计任务加工拨叉上
孔(工件材料 45 钢)
孔、叉口及槽在定位轴 2、削边销1、
偏心轮 3 上定位,由偏心轮夹紧工件,并利用偏心轮楔面的作用限制工件一个自由度
本夹具采用铰链式钻模板,放松锁锁紧螺钉 6,即可回转钻模板,以便于装卸工件
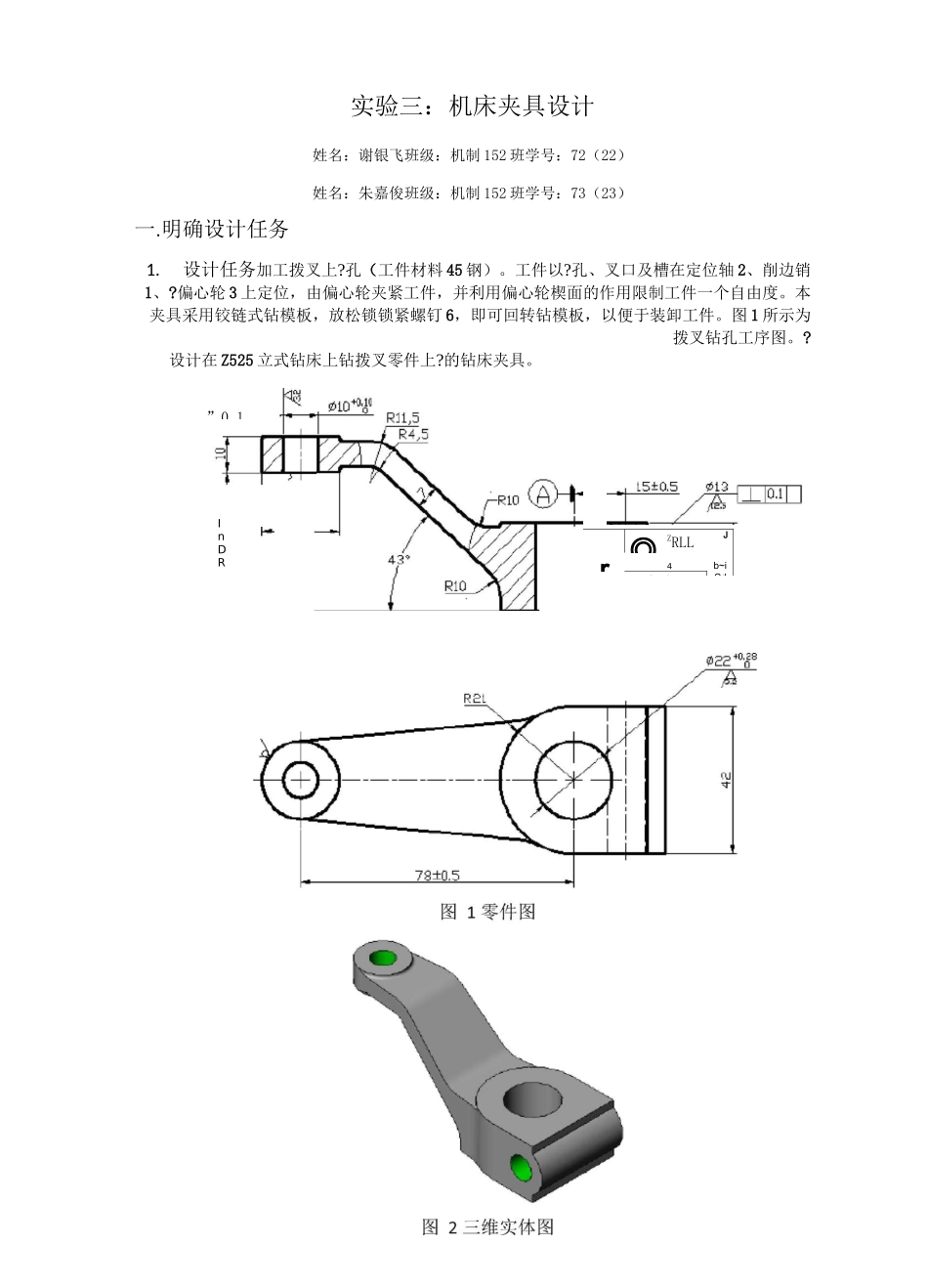
图 1 所示为拨叉钻孔工序图
设计在 Z525 立式钻床上钻拨叉零件上
InDR”0,12.杠杆臂加工工艺分析(1)加工要求加工但 0 和<p13 两孔;孔距为 78 土;U 型槽 14
・1 对称轴线与
轴线的水平尺寸为土,垂直尺寸为两孔垂直;
轴线平行度公差为;但 3 对(p22 轴线垂直度公差为
010 孔 Ra 值为,013 孔 Ra 值为
(2)加工工艺由于该工序中两个孔的位置关系为相互垂直,且不在同一个平面里,要钻完一个孔后翻转 90°再钻削另一个孔,因此要设计成翻转式钻夹具
分析零件图可知该拔叉的叉角两端面厚度薄于连接的表面,但减少了加工面,使用淬火处理提供局部的接触硬度
叉角两端面面积相对较大,可防止加工过程中钻头钻偏,保证孔的加工精度,及孔与叉角两端面的垂直度
其它表面加工精度较低,通过铣削、钻床的粗加工就可达到加工要求;而主要工作表面虽然加工精度相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来,可见该零件工艺性好
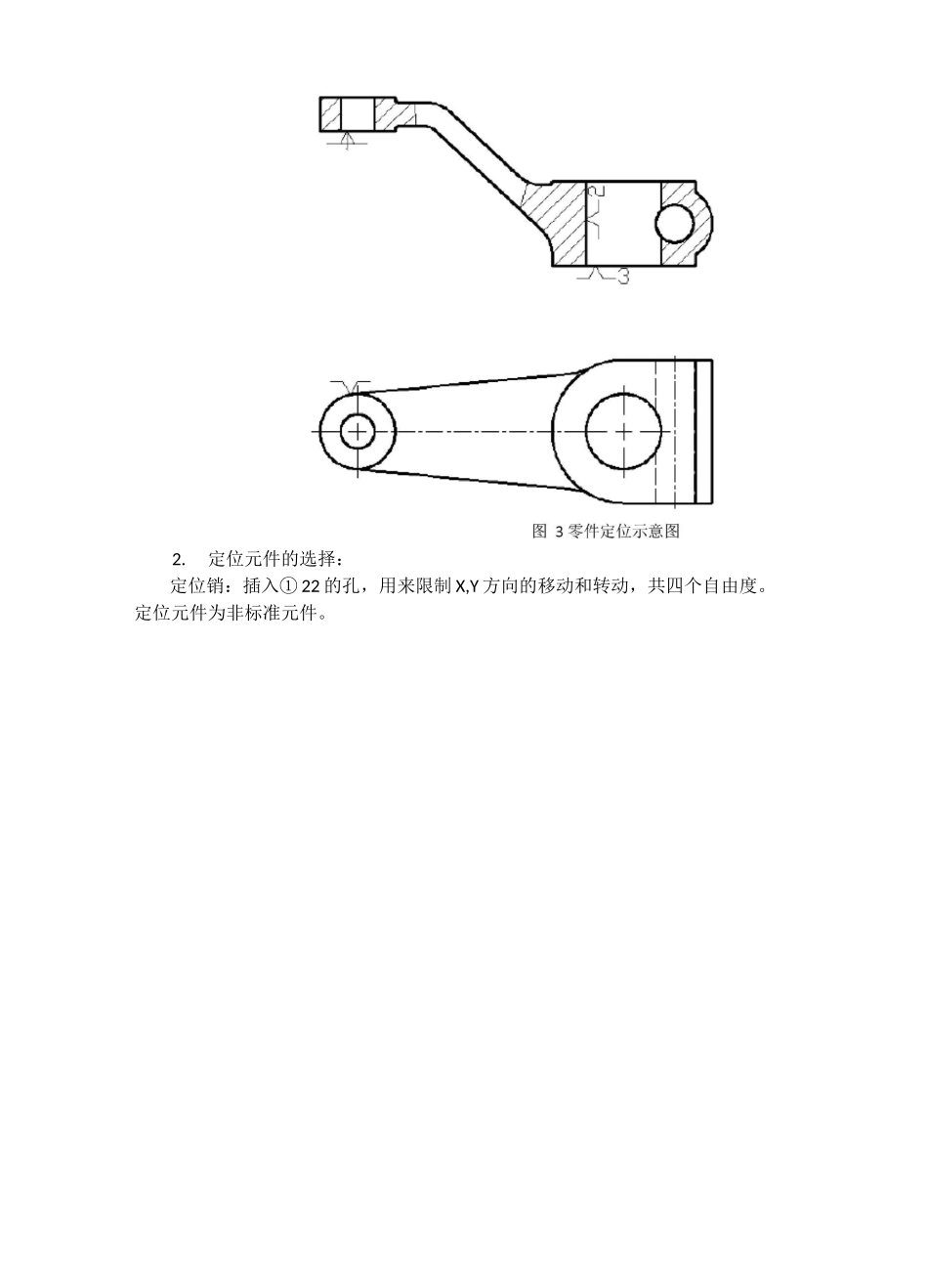
二.定位方案与定位元件1
夹具设计要求已知工件材料为 45 钢,毛坯为模锻件,所用机床为 Z525 型立式钻床,大批生产规模
试为该工序设计一钻床夹具
2、夹具的设计方案
为自由尺寸,可一次钻削保证
该孔在轴线方向的设计基准距离槽14
1mm 的对