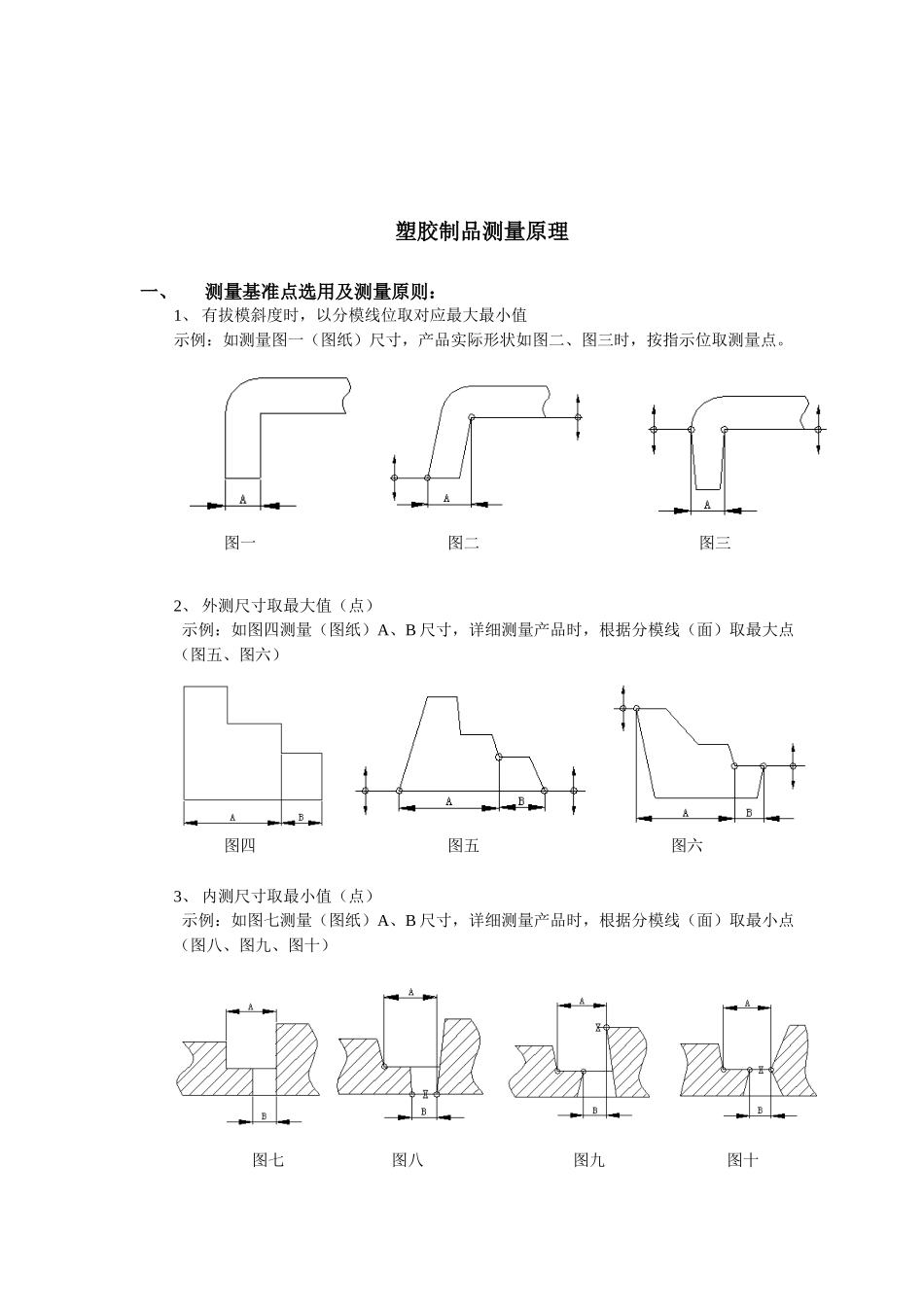
塑胶制品测量原理一、测量基准点选用及测量原则: 1、 有拔模斜度时,以分模线位取对应最大最小值示例:如测量图一(图纸)尺寸,产品实际形状如图二、图三时,按指示位取测量点
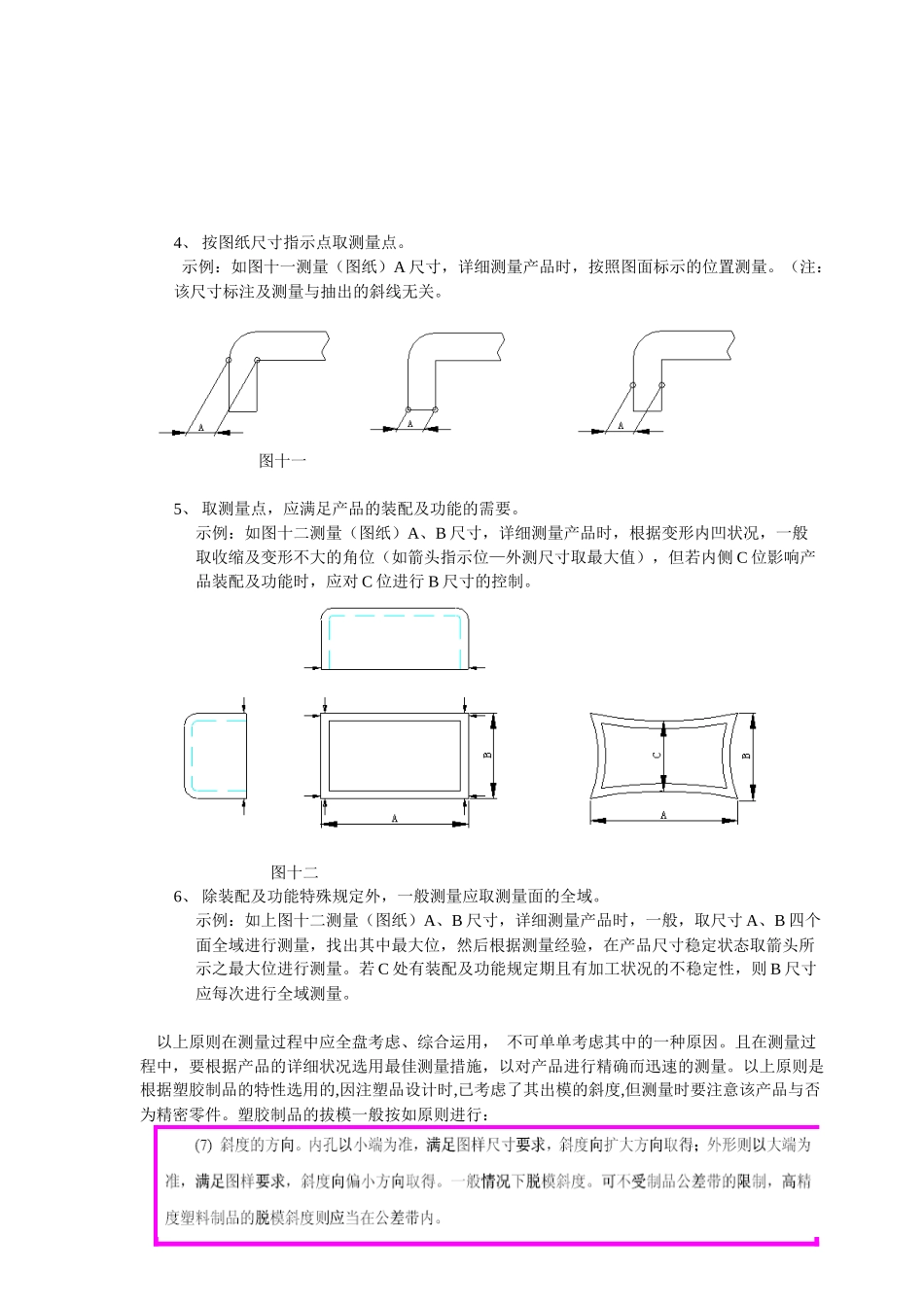
2、 外测尺寸取最大值(点)示例:如图四测量(图纸)A、B 尺寸,详细测量产品时,根据分模线(面)取最大点(图五、图六)3、 内测尺寸取最小值(点)示例:如图七测量(图纸)A、B 尺寸,详细测量产品时,根据分模线(面)取最小点(图八、图九、图十)图一图二图三图七图四图五图六图八图九图十4、 按图纸尺寸指示点取测量点
示例:如图十一测量(图纸)A 尺寸,详细测量产品时,按照图面标示的位置测量
(注:该尺寸标注及测量与抽出的斜线无关
图十一 5、 取测量点,应满足产品的装配及功能的需要
示例:如图十二测量(图纸)A、B 尺寸,详细测量产品时,根据变形内凹状况,一般取收缩及变形不大的角位(如箭头指示位—外测尺寸取最大值),但若内侧 C 位影响产品装配及功能时,应对 C 位进行 B 尺寸的控制
图十二6、 除装配及功能特殊规定外,一般测量应取测量面的全域
示例:如上图十二测量(图纸)A、B 尺寸,详细测量产品时,一般,取尺寸 A、B 四个面全域进行测量,找出其中最大位,然后根据测量经验,在产品尺寸稳定状态取箭头所示之最大位进行测量
若 C 处有装配及功能规定期且有加工状况的不稳定性,则 B 尺寸应每次进行全域测量
以上原则在测量过程中应全盘考虑、综合运用, 不可单单考虑其中的一种原因
且在测量过程中,要根据产品的详细状况选用最佳测量措施,以对产品进行精确而迅速的测量
以上原则是根据塑胶制品的特性选用的,因注塑品设计时,已考虑了其出模的斜度,但测量时要注意该产品与否为精密零件
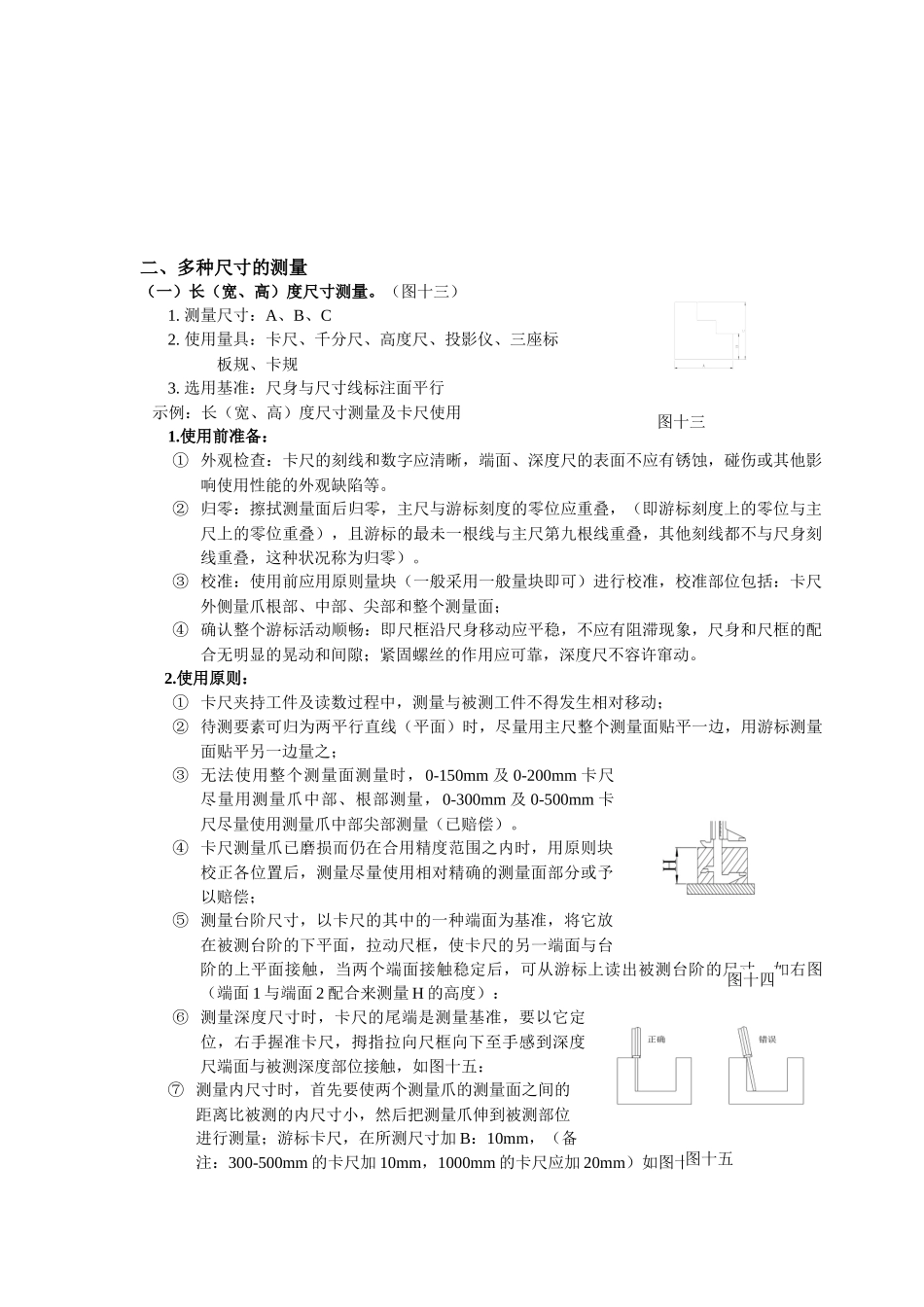
塑胶制品的拔模一般按如原则进行:二、多种尺寸的测量(一)长(宽、高)度尺寸测量
(图十三)1
测量尺寸:A、B、C2
使用量具:卡