皮带运输机安装方案本标段有部分皮带运输机设备,这些设备的安装虽然比较简单,但是如果安装时疏忽,容易造成试车时调试困难,费时费力,对以后生产的跑冒损耗影响也大
在此对此类设备安装做一定的介绍
一、准备工作1.技术准备,人员机具准备,部件开箱检查尺寸符合要求
2.基础验收基础标高、预埋件、预留孔位置应符合设计,经检查验收合格并办理中间交接手续
(1)清理预埋件表层混泥土等渣物
(2)根据施工图放设机头、机尾、门形架安装基准线
3.设备运输(1)机头(头架、头滚、减速器、电机)、机尾(尾架、尾滚筒)转运到位
(2)将中间架、门形架、托架转运到位,并将中间架、托架摆放在栈桥两侧,门形架分别摆到各自安装位置
(3)将张紧轮及支座运输转至栈桥或厂房,然后用滚杠或卷扬机牵引到安装位置(注:若栈桥内张紧装置没有运到位,门形架不得摆放到位,否则影响张紧装置运输
)(4)托辊整箱吊运到位
二、安装程序1.头尾架安装(1)将头架(尾架)移至安装位置
(2)放设头架(尾架)中心标记
(3)根据头架、尾架各预埋板标高偏差配备相应平垫铁
(4)头架(尾架)吊装就位:首先布置垫铁,然后头架(尾架)吊装就位到垫铁上
(5)找中心:用撬棍移动头架(尾架),头架(尾架)中心标志与基础中心标志偏差小于 5mm
(6)头架找水平:中心找好后,用铁水平尺检测头架(尾架)纵、横水平
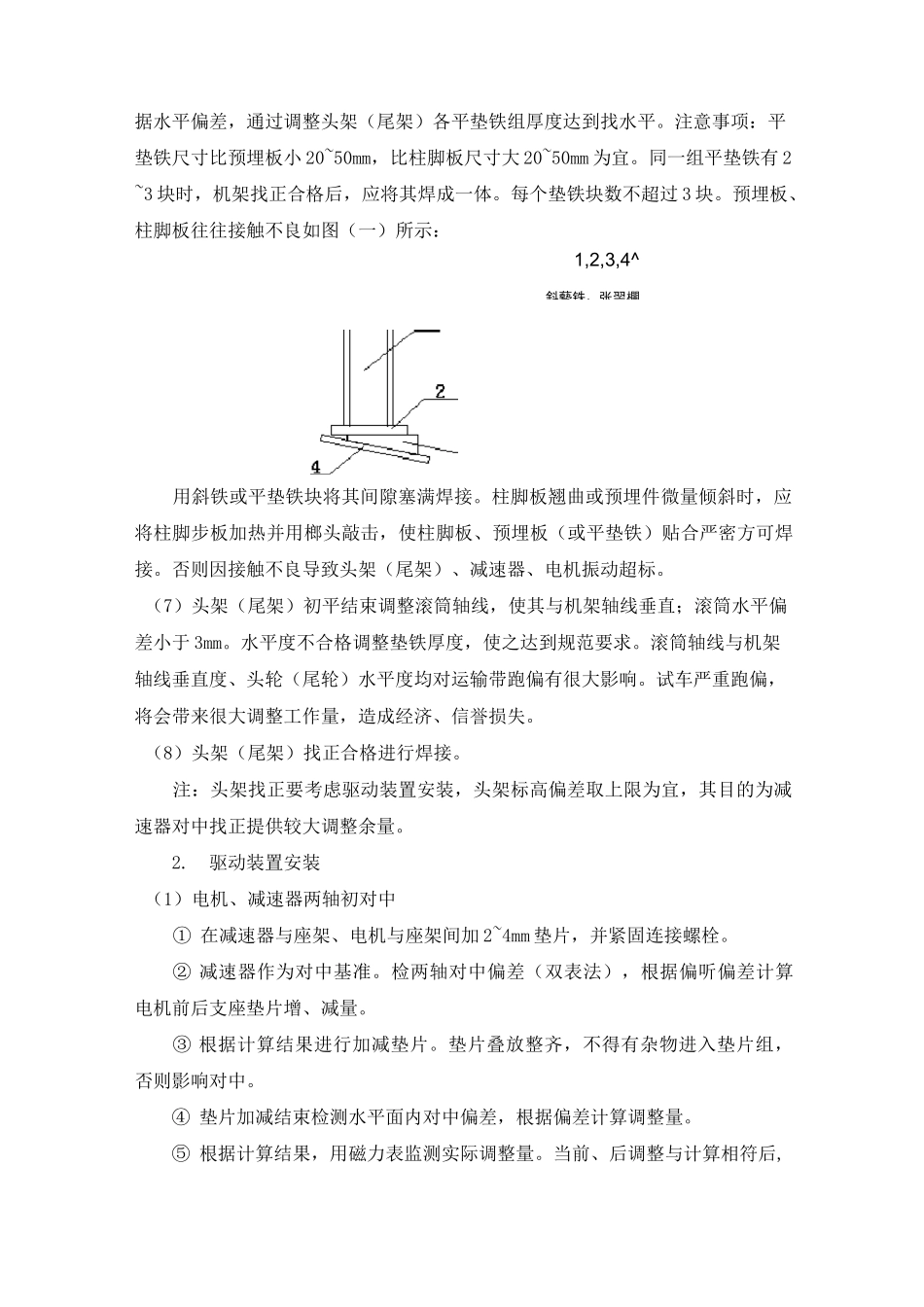
根1,2,3,4^
斜藝铁、张翌欄据水平偏差,通过调整头架(尾架)各平垫铁组厚度达到找水平
注意事项:平垫铁尺寸比预埋板小 20~50mm,比柱脚板尺寸大 20~50mm 为宜
同一组平垫铁有 2~3 块时,机架找正合格后,应将其焊成一体
每个垫铁块数不超过 3 块
预埋板、柱脚板往往接触不良如图(一)所示:用斜铁或平垫铁块将其间隙塞满焊接
柱脚板翘曲或预埋件微量倾斜时,应将柱脚步板加热并用榔头敲击,使柱脚板、预埋板(或平垫铁)贴合严密方