电解锰行业清洁生产技术推行方案【发布时间:2025 年 02 月 22 日】 【来源:节能与综合利用司】 【字号:大 中 小】 一、总体目标 到 2025 年底,全国电解锰行业产能约 278 万吨,产量约 170 万吨
如电解锰行业全面推广这批清洁生产技术,按产量计,电解锰行业单位产品综合能耗平均由约 7000-7500kw•h/吨降低到 6000-6500kw•h/吨,全行业降低能耗 17 亿 kw•h/年;废水产生量由 595 万吨/年降到 180 万吨/年,减排 410 万吨/年;减排回收重铬酸钾 1360 吨/年;减排回收锰 4870 吨/年;减排氨氮排放量 1
7 万吨/年;减排锰渣量 500 万吨/年
应用阶段技术普及率达 15-20%,推广阶段技术普及率达20-40%
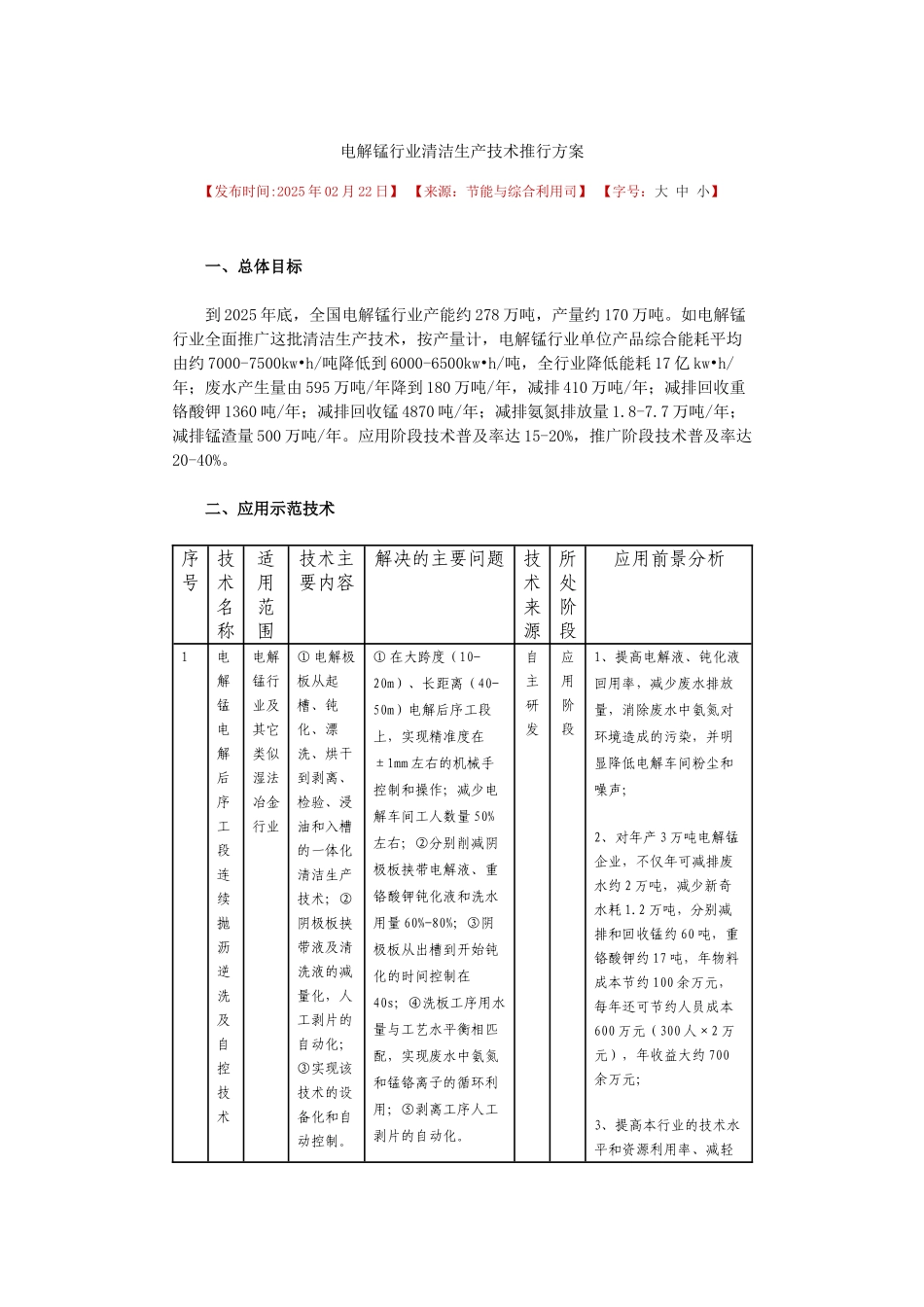
二、应用示范技术 序号技术名称适用范围技术主要内容解决的主要问题技术来源所处阶段应用前景分析1电解锰电解后序工段连续抛沥逆洗及自控技术电解锰行业及其它类似湿法冶金行业① 电解极板从起槽、钝化、漂洗、烘干到剥离、检验、浸油和入槽的一体化清洁生产技术;②阴极板挟带液及清洗液的减量化,人工剥片的自动化;③实现该技术的设备化和自动控制
① 在大跨度(10-20m)、长距离(40-50m)电解后序工段上,实现精准度在±1mm 左右的机械手控制和操作;减少电解车间工人数量 50%左右;②分别削减阴极板挟带电解液、重铬酸钾钝化液和洗水用量 60%-80%;③阴极板从出槽到开始钝化的时间控制在40s;④洗板工序用水量与工艺水平衡相匹配,实现废水中氨氮和锰铬离子的循环利用;⑤剥离工序人工剥片的自动化
自主研发应用阶段1、提高电解液、钝化液回用率,减少废水排放量,消除废水中氨氮对环境造成的污染,并明显降低电解车间粉尘和噪声;2、对年产 3 万吨电解锰企业,不仅年可减排废水约 2 万吨,减少新奇水耗 1