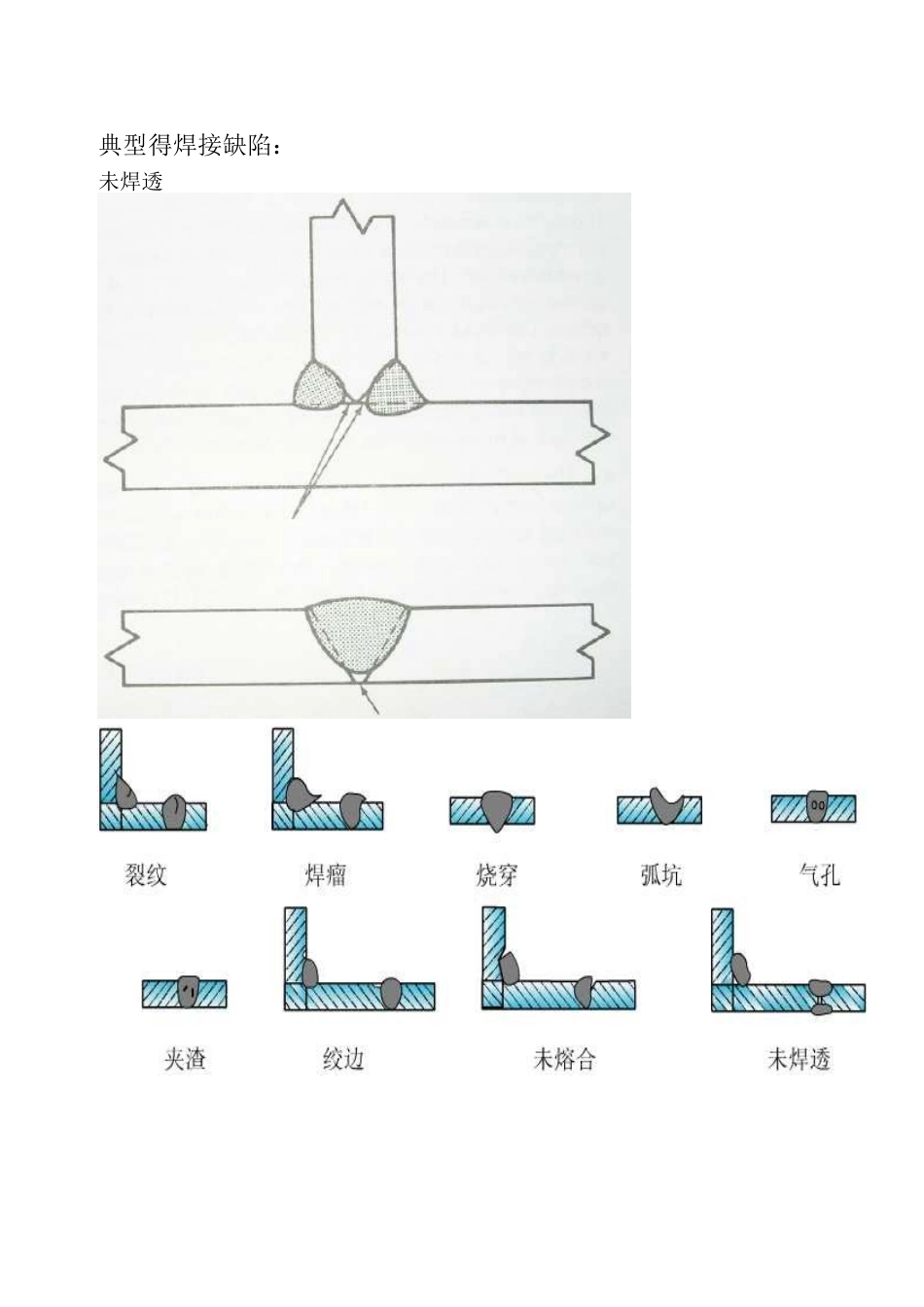
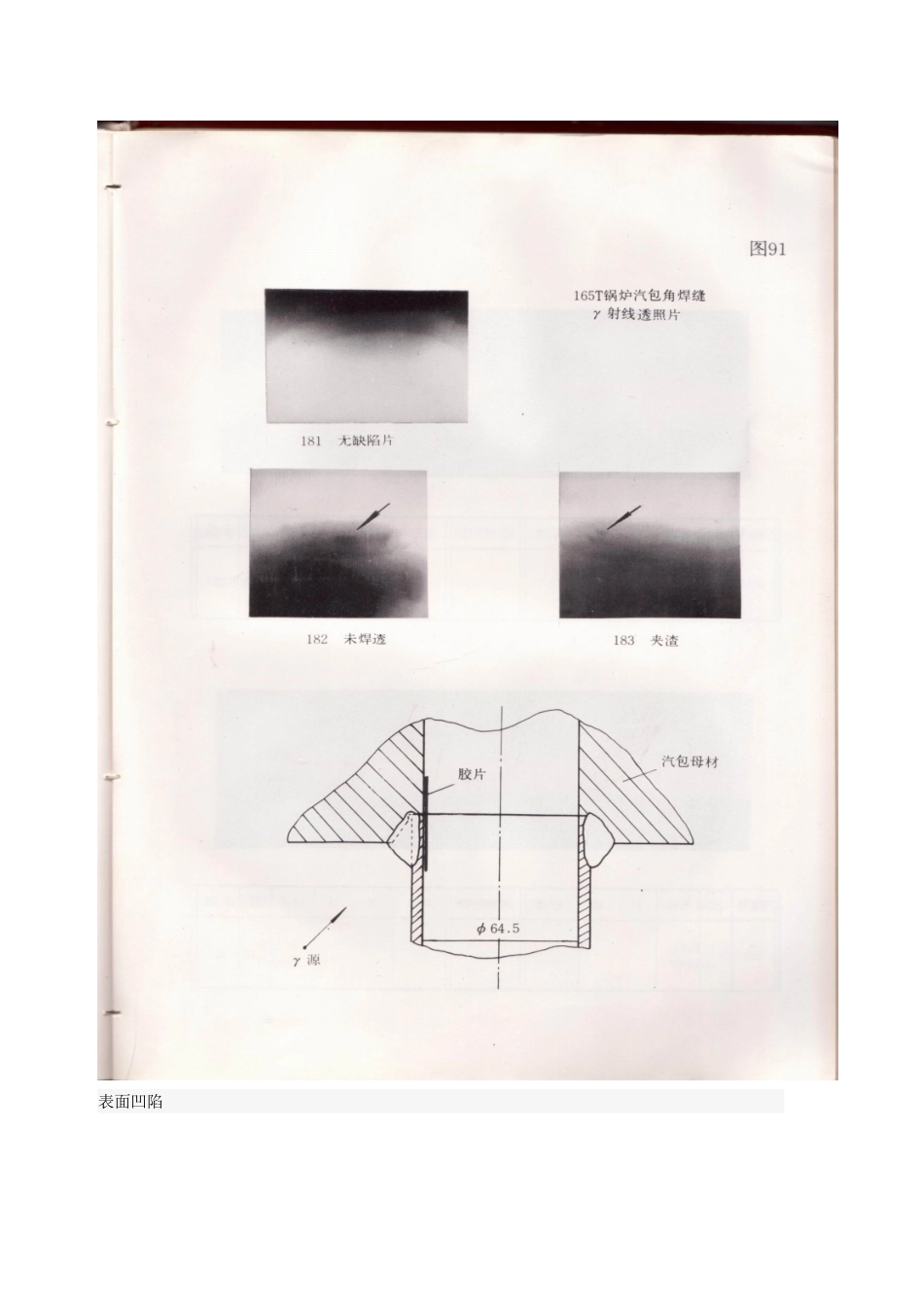
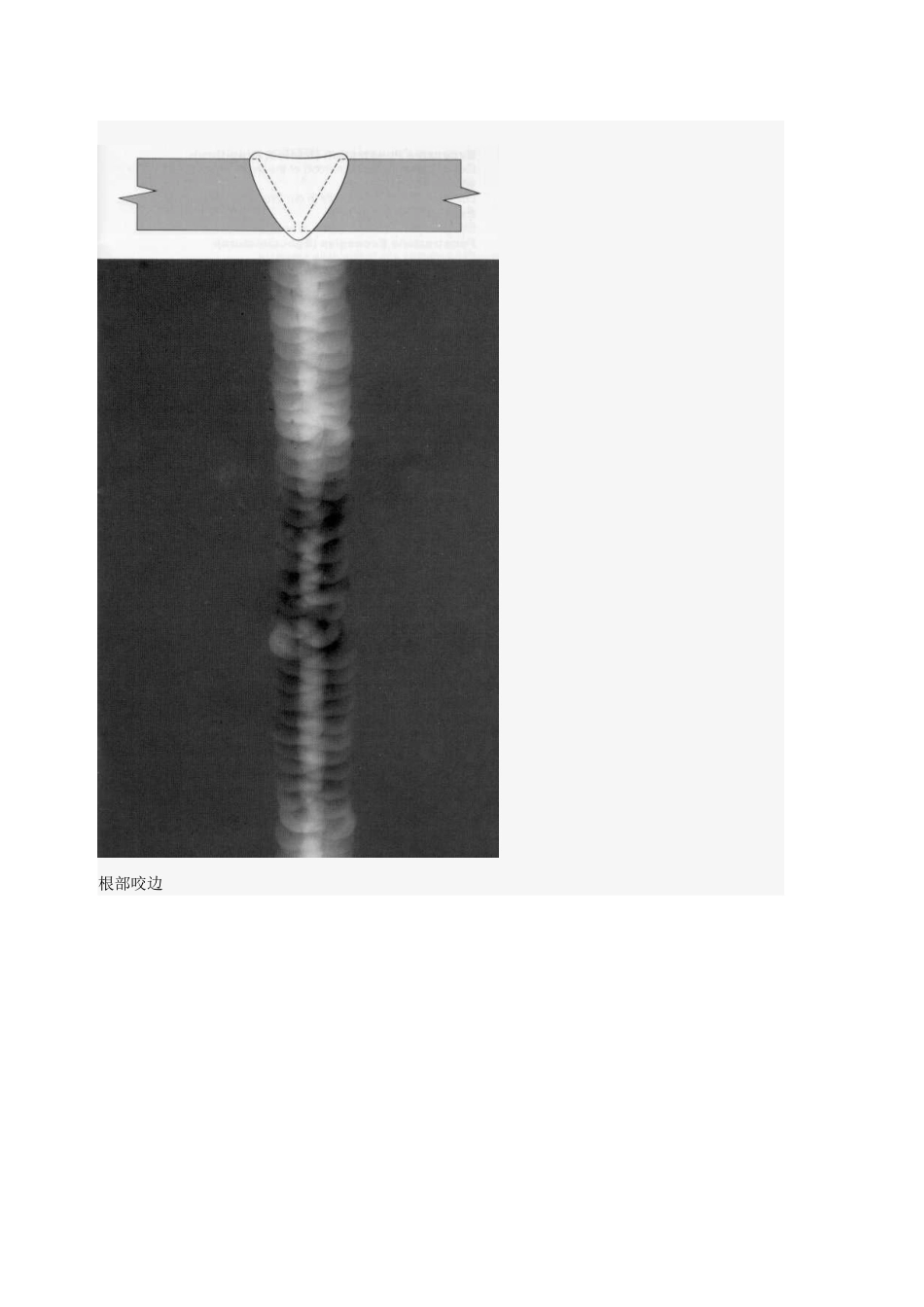
典型得焊接缺陷:未焊透表面凹陷根部咬边错边错边,单边根部未焊透焊瘤表面咬边横向裂缝根部未焊透根部凹陷烧穿单个夹渣线状夹渣内部未熔合内侧未熔合气孔链状气孔夹珠横向裂纹中心线裂纹根部裂纹夹钨一、 底片上常见得焊接缺陷得分类1、 按缺陷得形态分(1) 体积状缺陷(三维):A,B,D,F(2) 平面状缺陷(二维):E,C,白点等2、 按缺陷内得成分密度分(1) Fu>金属密度,如夹钨,夹铜,夹珠等,呈白色影象、(2) Fu<金属密度,如气孔,夹渣等,呈黑色影象二、 缺陷在底片中成象得基本特征1、气孔(A)常见:球孔(Aa),条状气孔(Ab),缩孔 (Ab)倾斜,(Aa)垂直(1) 球孔(Aa),均布气孔,密集气孔,链状气孔,表面气孔、在底片上多呈现黑色得小园形斑点,外形规则,黑度就是中心大,沿边缘渐淡,,规律性强,轮廓清楚,若单个分散出现,且黑度淡,轮廓欠清楚得多为表面气孔,密集成群(5 个以上/cm2)叫密集气孔,大多在焊缝近表面,就是由于空气中 N2 进入熔池形成,平行于焊缝轴线成链状分布(通常在 1cm 长线上有 4 个以上,其间距均小于最小得孔径)称链孔、它常与未焊透同生,一群均匀分布在焊缝中得气孔,称均布气孔、(2)条状气孔(Ab),斜针状气孔(蛇孔,虫孔,螺孔等)a、条状气孔:大底片上,其影象多平行于焊缝轴线,黑度均匀较淡,轮廓清楚,起点多呈园形(胎生园),并沿焊接方向逐渐变细,终端呈尖细状,这种气孔多因焊剂或药皮烘烤不够造成,沿焊条运行方向进展,内含 CO,少量 CO2、如图示b、斜针状气孔:在底片上多呈现为各种条虫得影象,一端保持着气孔得胎生园(或半园形),一端呈尖细状,黑度淡而均匀,轮廓清楚,这种气孔多沿结晶方向成长条状,其外貌取决于焊缝金属得凝固方式与气体得来源而定,一般多成人字形分布(CO),少量呈蝌蚪状(H2)(3)缩孔:晶间缩孔,弧坑缩孔a、晶间缩孔(针孔或柱孔),又称枝晶间缩孔,主要就是因焊缝金属冷却过程中,残留气体在枝晶间形成得长条形缩孔,多垂直于焊缝表面,在底片上多呈现为黑度较大,轮廓清楚,外形规则得园形影象,常出现在焊缝轴线上或附近区域、 b、弧坑缩孔,又称火口缩孔,主要就是因为焊缝得末端未填满,而在后面得焊接焊道又未消除而形成得缩孔,在底片上得凹坑(弧坑),黑度较淡,影象中有一黑度明显大于周围得黑色块状影像,黑度均匀,轮廓欠清楚,外形不规则,但有收缩得线纹、2、夹渣(B),点(块)状,条状,非金属,金属、(1)点(块)状(Ba)a、 非金属 Ba:在底片上呈现为外形不规则,轮廓清楚,且有棱角,黑度淡而均匀细点(块)状影象,分布有密集(群密),链状,,也有单...