基于可淬火硼钢板热冲压成形实验讨论摘 要: 为讨论淬火加热温度、保温时间及冷却水流速等热冲压工艺参数对热冲压零件力学性能及微观组织的影响规律,通过在不同工艺参数条件下进行弯曲件热冲压工艺试验,测量弯曲件的力学性能并观察其金相组织
结果表明,在所设计的模具上可实现高强硼钢热成形零件的有效淬火,热冲压弯曲件的抗拉强度可达到 1500MPa 以上,主要形成均匀细小的马氏体组织
确定了热冲压工艺参数的选择范围
关键词: 可淬火硼钢;热冲压;弯曲件;热冲压工艺参数使用高强度钢板是实现汽车轻量化的重要途径
高强度钢板强度高,在常温下冲压变形,易开裂、回弹严重,复杂形状零件冲压成形困难
目前,一种使用可淬火硼钢板进行热冲压的新工艺可以克服上述难题,并成为世界上很多汽车生产厂商及讨论人员关注的热点[ 1, 2 ]
热成形工艺主要是利用金属在高温下,其塑性和延展性迅速增加,屈服强度迅速下降的特点,通过模具使零件成形,同时利用装有冷却系统的模具使钢板成形后在模具中淬火以获得马氏体
热冲压后钢板的抗拉强度可提高到初始值的 250%[ 3, 4 ]
但目前尚未见有针对热冲压工艺参数对热冲压零件力学性能及微观组织的影响进行讨论的报导
因此,本文使用可淬火硼钢板进行热成形工艺试验,讨论了淬火加热温度、保温时间及冷却水流速等主要工艺参数对热冲压件力学性能及微观组织的影响规律
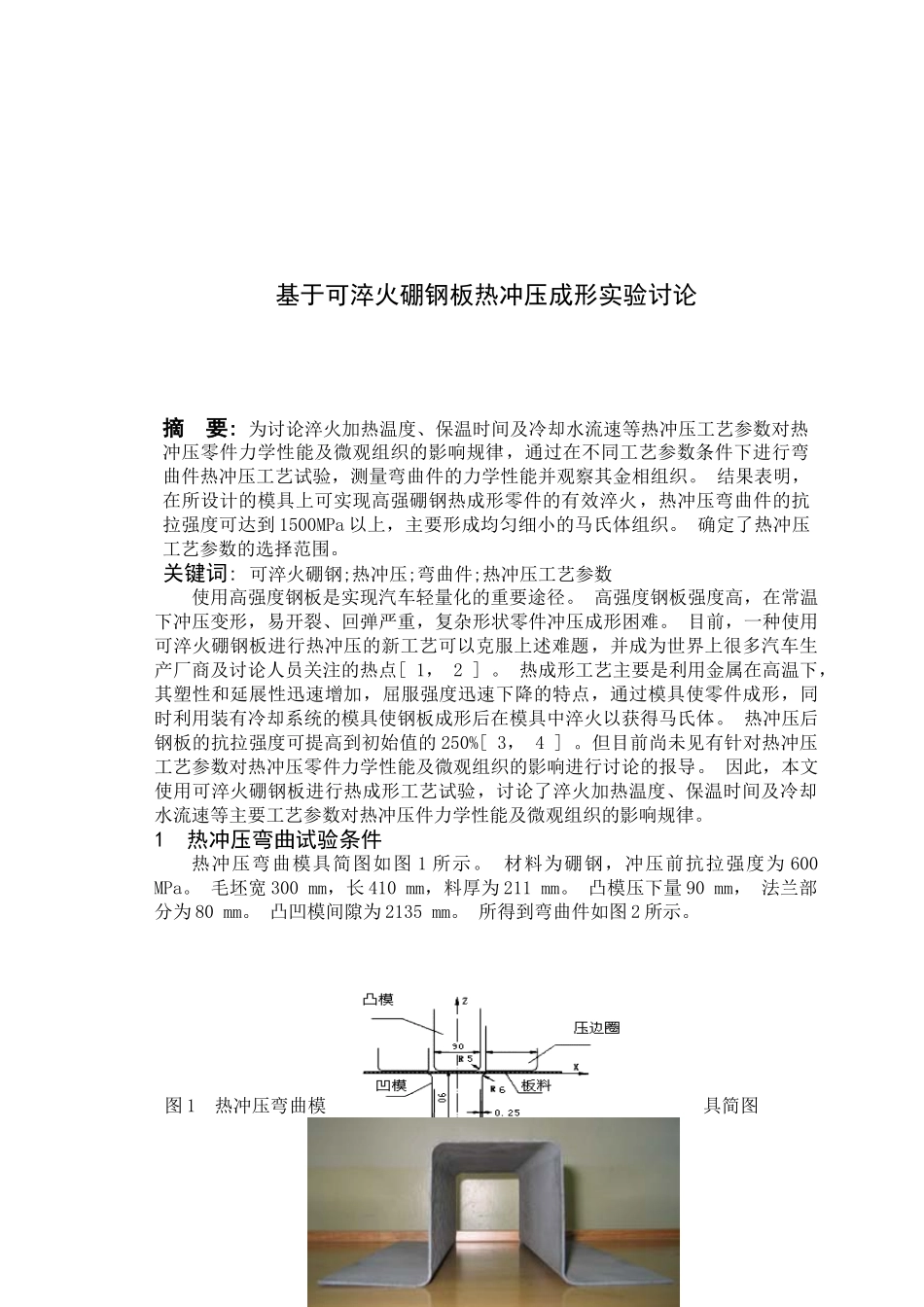
1 热冲压弯曲试验条件热冲压弯曲模具简图如图 1 所示
材料为硼钢,冲压前抗拉强度为 600 MPa
毛坯宽 300 mm,长 410 mm,料厚为 211 mm
凸模压下量 90 mm, 法兰部分为 80 mm
凸凹模间隙为 2135 mm
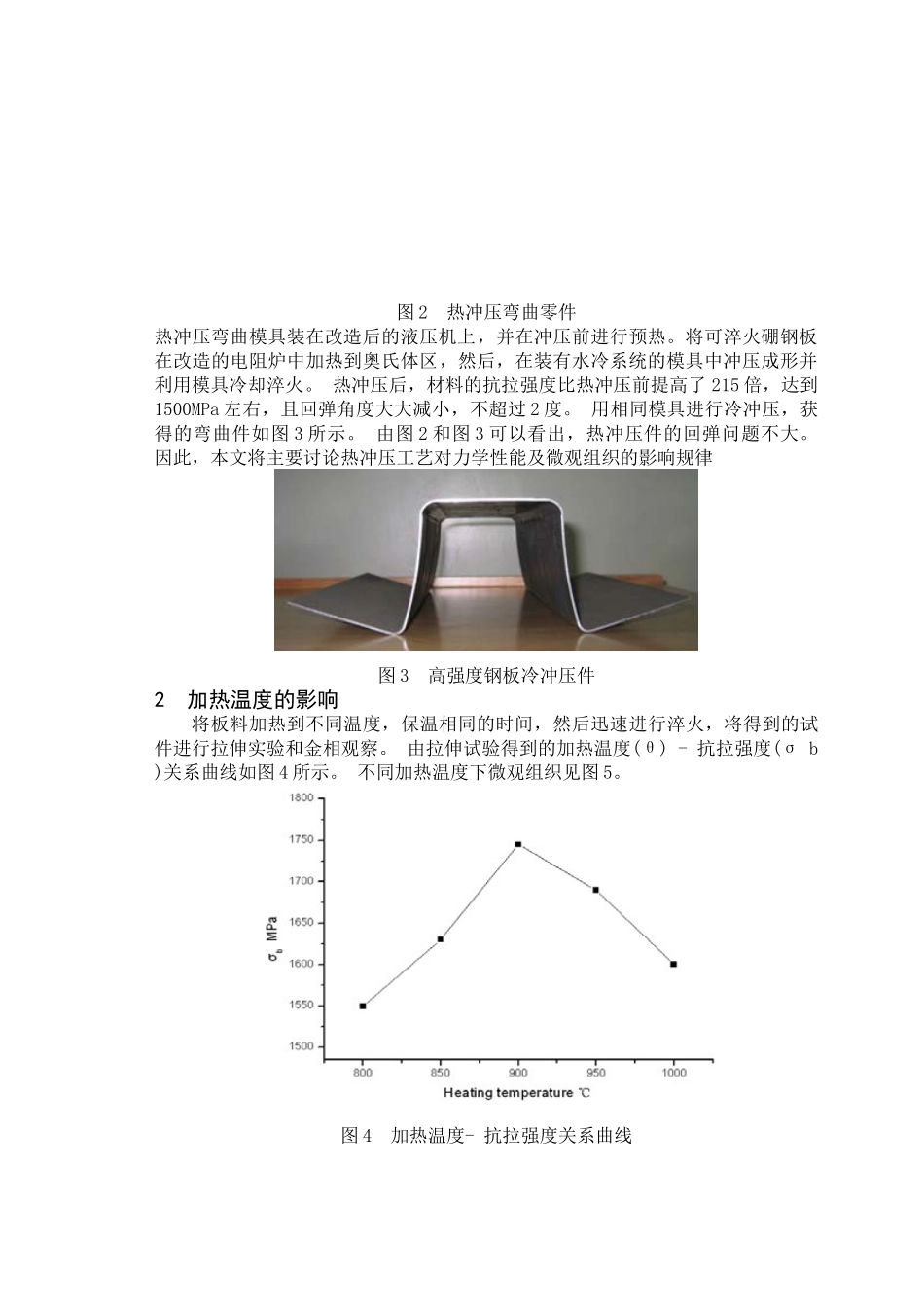
所得到弯曲件如图 2 所示
图 1 热冲压弯曲模具简图图 2 热冲压弯曲零件热冲压弯曲模具装在改造后的液压机上,并在冲压前进行预热
将可淬火硼钢板在改造的电阻炉中