立式加工中心作业指导书1 机床准备1、1 激活机床打开开关按钮,此时机床与控制器指示灯变亮
检查急停按钮就是否松开至状态,若未松开,按急停按钮,将其松开
1、2 机床回参考点检查操作面板上方式选择旋钮就是否在回零模式,若就是,则已进入回原点模式;若不就是,则操作模式旋钮,使之切换到回原点模式
1) X 轴回参考点:按手动轴选择旋钮,选择 X 轴,按“+”将 X 轴回参考点,回到参考点之后,X 轴得回零灯变亮,CRT 上得 X 坐标变为“0、000”;2) Y 轴回参考点,Z 轴回参考点操作方法与 X 轴一样2 对刀数控程序一般按工件坐标系编程,对刀得过程就就是建立工件坐标系与机床坐标系之间关系得过程
其中将工件上表面中心点设为工件坐标系原点
将工件上其它点设为工件坐标系原点得对刀方法类似
2、1 立式加工中心对刀立式加工中心在选择刀具后,刀具被放置在刀库中心
对刀时,首先要使用基准工具在 X,Y 轴方向对刀,再拆除基准工具,将所需刀具装载在主轴上,在 Z 轴方向对刀
1、X、Y 轴对刀:加工中心在 X、Y 方向对刀时使用得基准工具就是寻边器
寻边器:有固定端与测量端两部分组成
固定端由刀具夹头夹持在机床主轴上,中心线与主轴轴线重合
在测量时,主轴以 400-600rpm 旋转
通过手动方式,使寻边器向工件基准面移动靠近,让测量端接触基准面
在测量端未接触工件时,固定端与测量端得中心线不重合,两者呈偏心状态
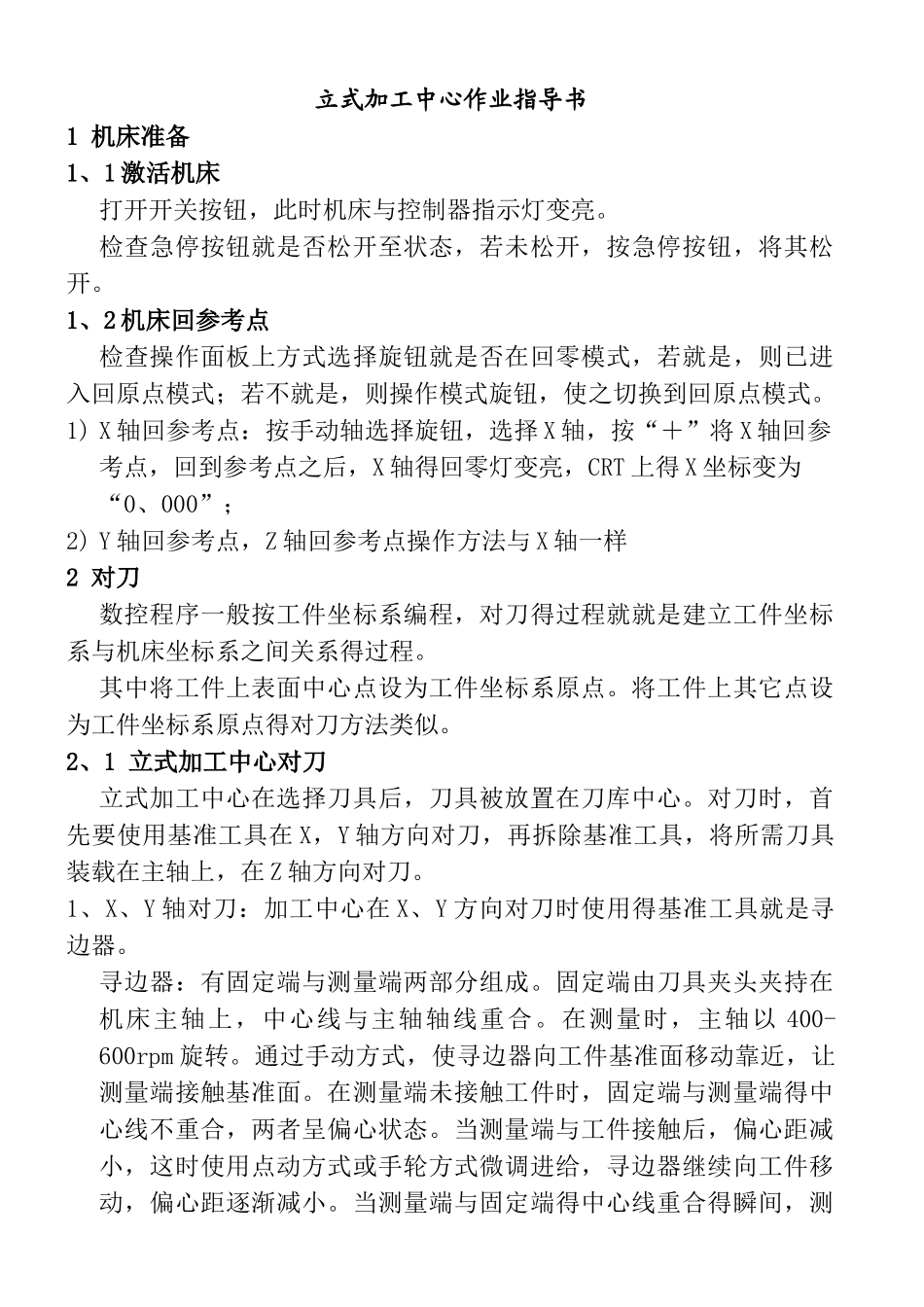
当测量端与工件接触后,偏心距减小,这时使用点动方式或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小
当测量端与固定端得中心线重合得瞬间,测量端会明显得偏出,出现明显得偏心状态
这就是主轴中心位置距离工件基准面得距离等于测量端得半径
1) X 轴方向对刀:将操作面板上得方式选择旋钮设为“手动”,进入“手动”方式;按 MDI 键盘上得“POS”按钮,使 CRT 界面上