聚氨酯保温管施工工艺编制:审核:批准:2011 年 10 月 17 日施 工 工 艺一、编制依据1、 GB4272-84《设备管道保温技术通则》2、 GB50264-97《工业设备及管道绝热工程设计法律规范》3、 GBJ126-89《工业设备及管道绝热工程施工及验收法律规范》4、SY/T0451-96《埋地钢质管道硬质聚氨酯泡沫塑料防腐保温层技术标准》5、甲方有关防腐、绝热技术要求
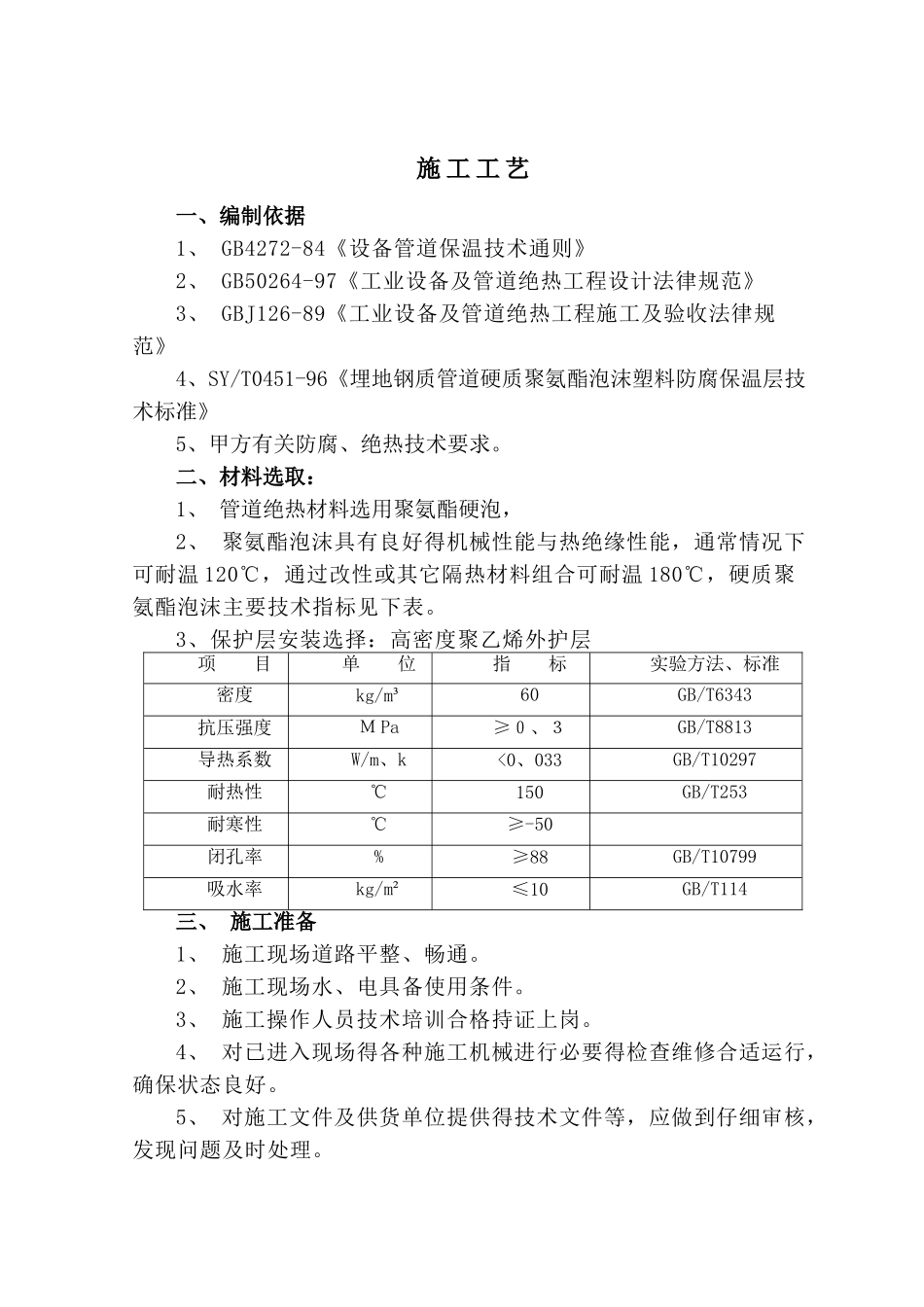
二、材料选取:1、 管道绝热材料选用聚氨酯硬泡,2、 聚氨酯泡沫具有良好得机械性能与热绝缘性能,通常情况下可耐温 120℃,通过改性或其它隔热材料组合可耐温 180℃,硬质聚氨酯泡沫主要技术指标见下表
3、保护层安装选择:高密度聚乙烯外护层 三、 施工准备1、 施工现场道路平整、畅通
2、 施工现场水、电具备使用条件
3、 施工操作人员技术培训合格持证上岗
4、 对已进入现场得各种施工机械进行必要得检查维修合适运行,确保状态良好
5、 对施工文件及供货单位提供得技术文件等,应做到仔细审核,发现问题及时处理
项 目单 位指 标实验方法、标准密度kg/m³60GB/T6343抗压强度M Pa≥0、3GB/T8813导热系数W/m、k