1、主体内容与适用范围1、1 本规程说明了焊接十字柱得一般制作流程与加工方法
1、2 本规程适用于我公司十字柱型钢得制作
1、3 本规程将作为我公司十字柱型钢产品质量自检与检验得依据
2、编制依据《钢结构施工及质量验收法律规范》 GB50205-2025《建筑钢结构焊接规程》 (JGJ81-91)《钢结构焊缝外形尺寸》 (GB5777-96)钢结构设计及细化图纸3 材料3、1 钢板材料主要为 Q345、Q235 等钢结构用材,其质量标准应符合《碳素结构钢》GB/T 700与〈〈普通低合金结构钢〉〉GB1591 得相关要求
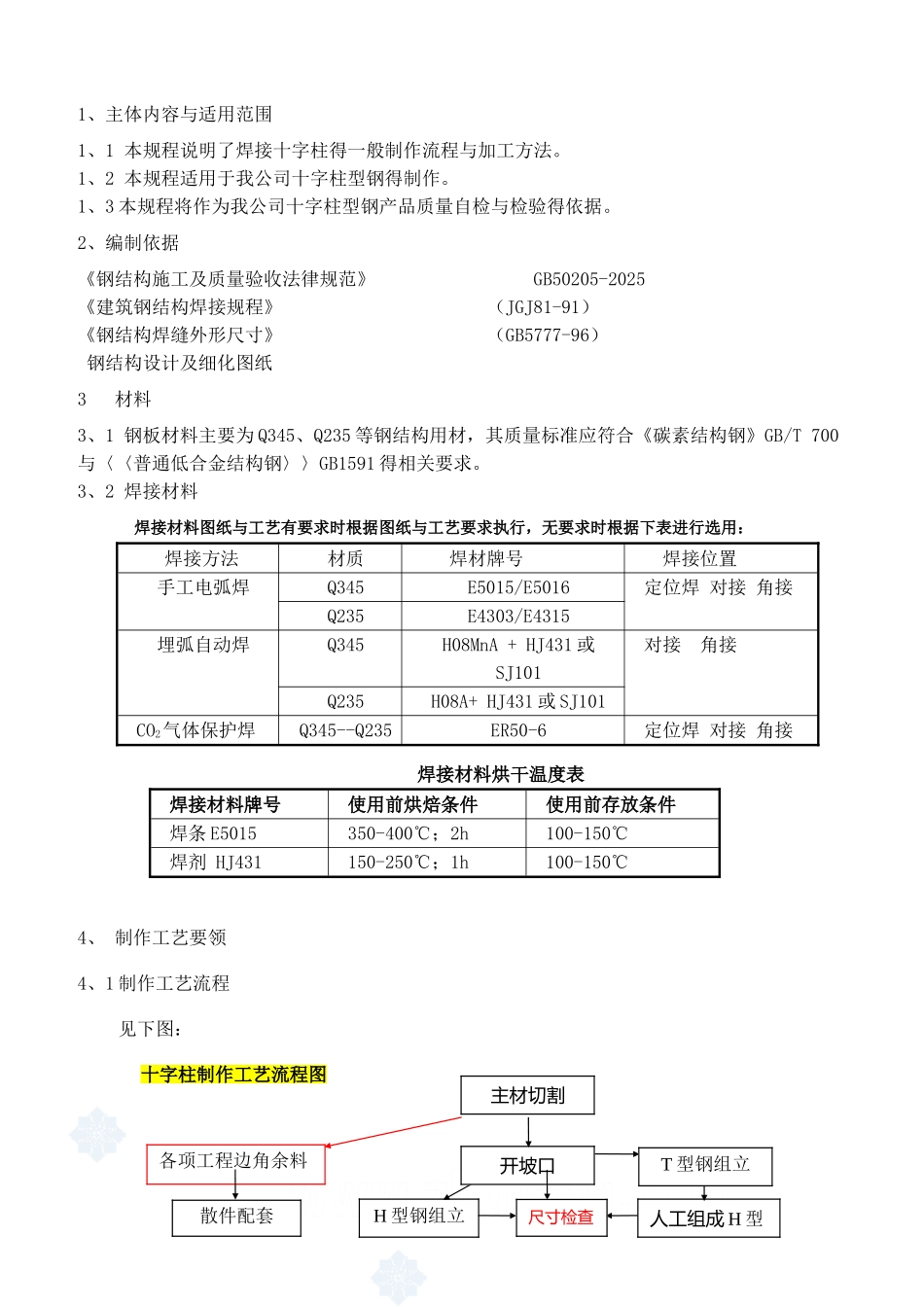
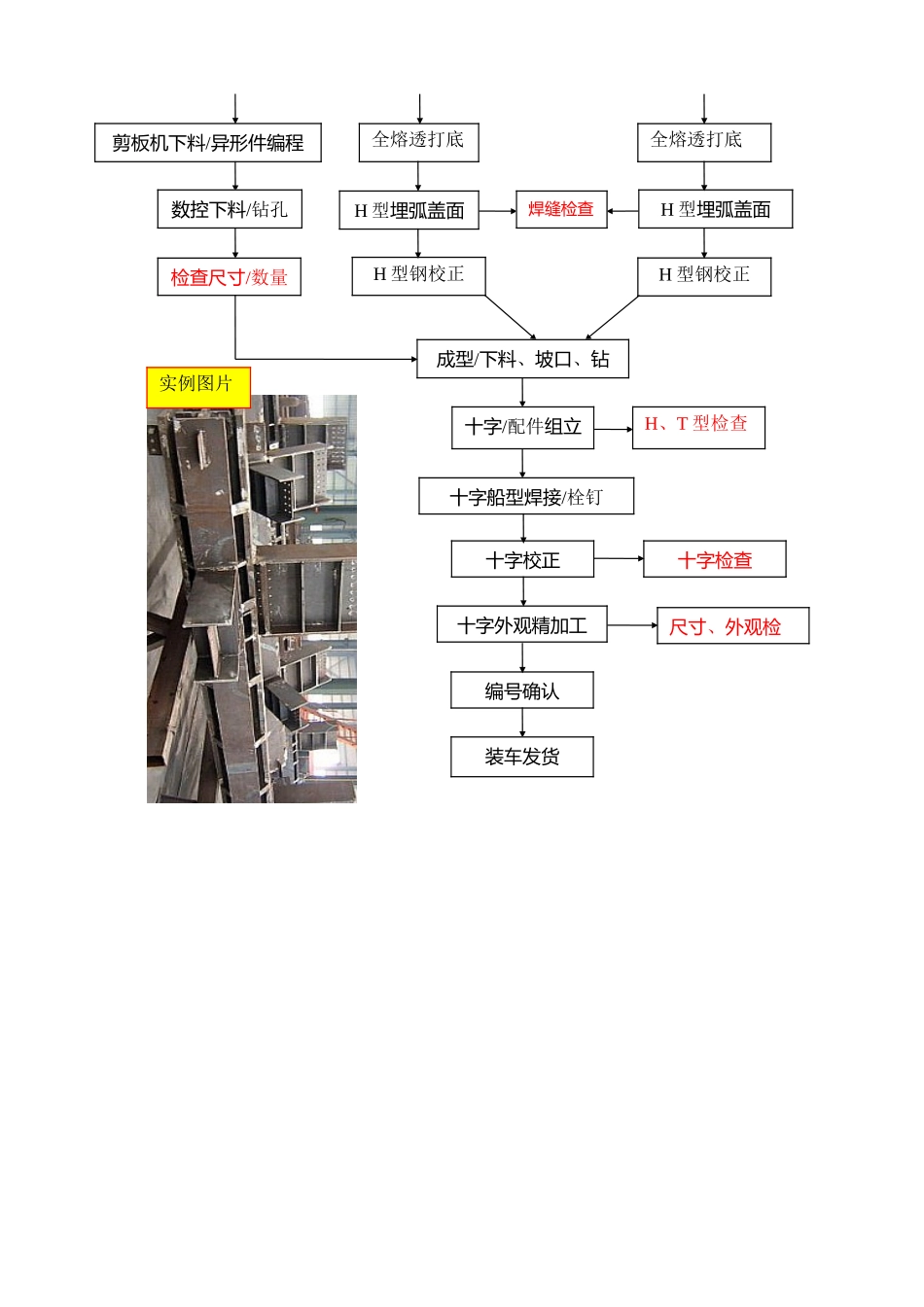
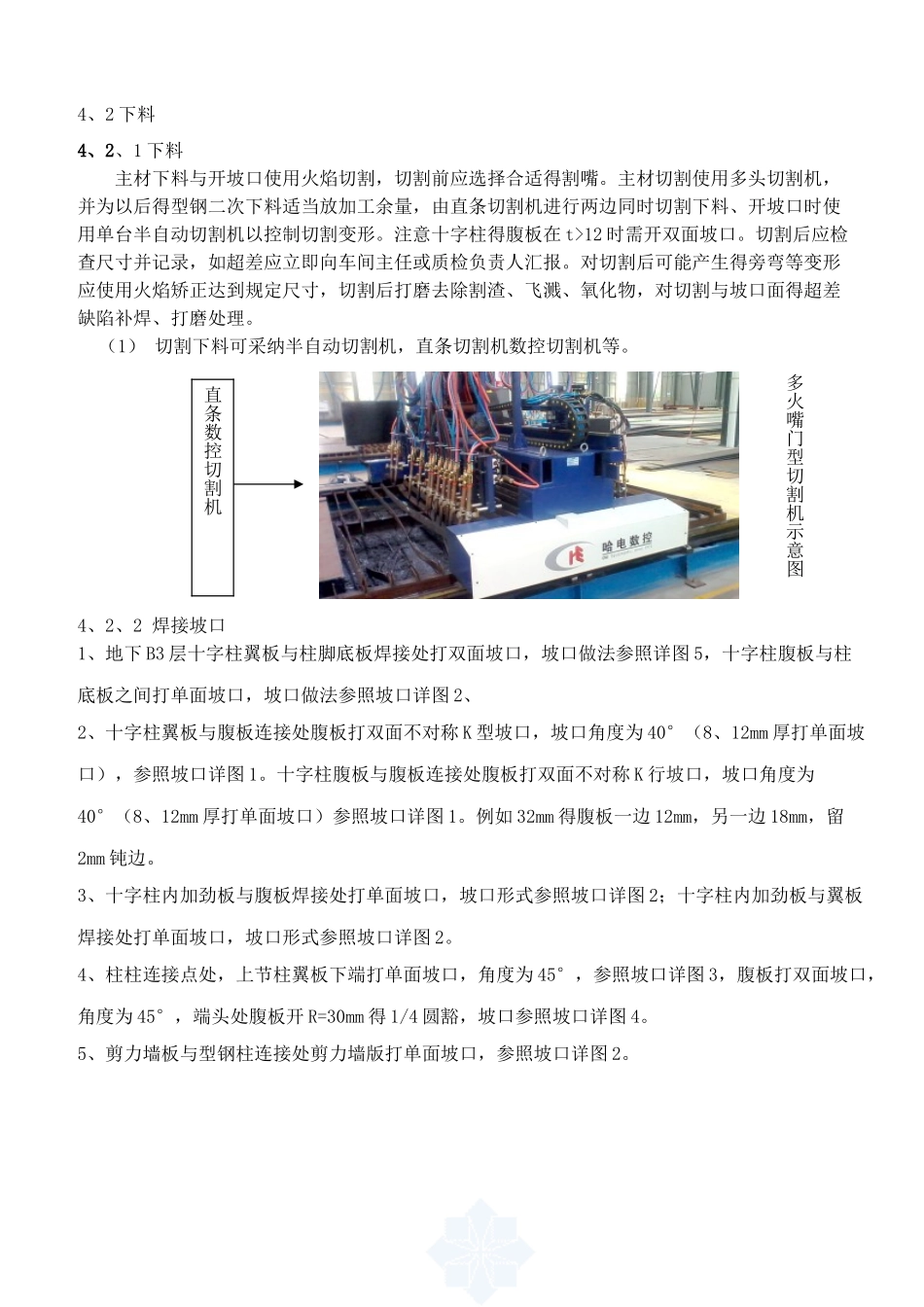
3、2 焊接材料 焊接材料图纸与工艺有要求时根据图纸与工艺要求执行,无要求时根据下表进行选用: 焊接方法材质 焊材牌号 焊接位置手工电弧焊Q345E5015/E5016定位焊 对接 角接Q235E4303/E4315埋弧自动焊Q345H08MnA + HJ431 或SJ101对接 角接Q235H08A+ HJ431 或 SJ101CO2气体保护焊Q345--Q235ER50-6定位焊 对接 角接焊接材料烘干温度表焊接材料牌号使用前烘焙条件使用前存放条件焊条 E5015350-400℃;2h100-150℃焊剂 HJ431150-250℃;1h100-150℃4、 制作工艺要领4、1 制作工艺流程 见下图:十字柱制作工艺流程图人工组成 H 型H 型钢组立散件配套主材切割开坡口T 型钢组立各项工程边角余料尺寸检查全熔透打底H 型埋弧盖面全熔透打底H 型钢校正H 型钢校正H 型埋弧盖面成型/下料、坡口、钻孔剪板机下料/异形件编程数控下料/钻孔检查尺寸/数量十字/配件组立焊缝检查H、T 型检查十字船型焊接/栓钉十字检查十字校正尺寸、外观检十字外观精加工编号确认装车发货实例图片4、2 下料4、2、1 下料 主材下料与开坡口使用火焰切割,切割前应选择合适得割嘴