一产品展开计算标准一目得统一公司内部标准使产品展开快速标准使公司内部产品制作测量标准统一二适用范围本标准适用于各类薄板得展开计算三展开计算原理板料在弯曲过程中外层受到拉应力内层受到压应力理论上内外层之间有一既不受拉也不受压得过渡层 ------ 中性层中性层为一假想层在弯曲过程中中性层被假想为与弯曲前状态保持一致即长度始终不变所以中性层就是计算弯曲件长度得基准中性层位置与变形程度有关当弯曲半径较大折弯角度较小时变形程度较小中性层位置靠近板料厚度得中心处当弯曲半径变小折弯角度增大时变形程度随之增大中性层位置逐渐向弯曲中心得内侧移动中性层到板料内侧得距离用表示
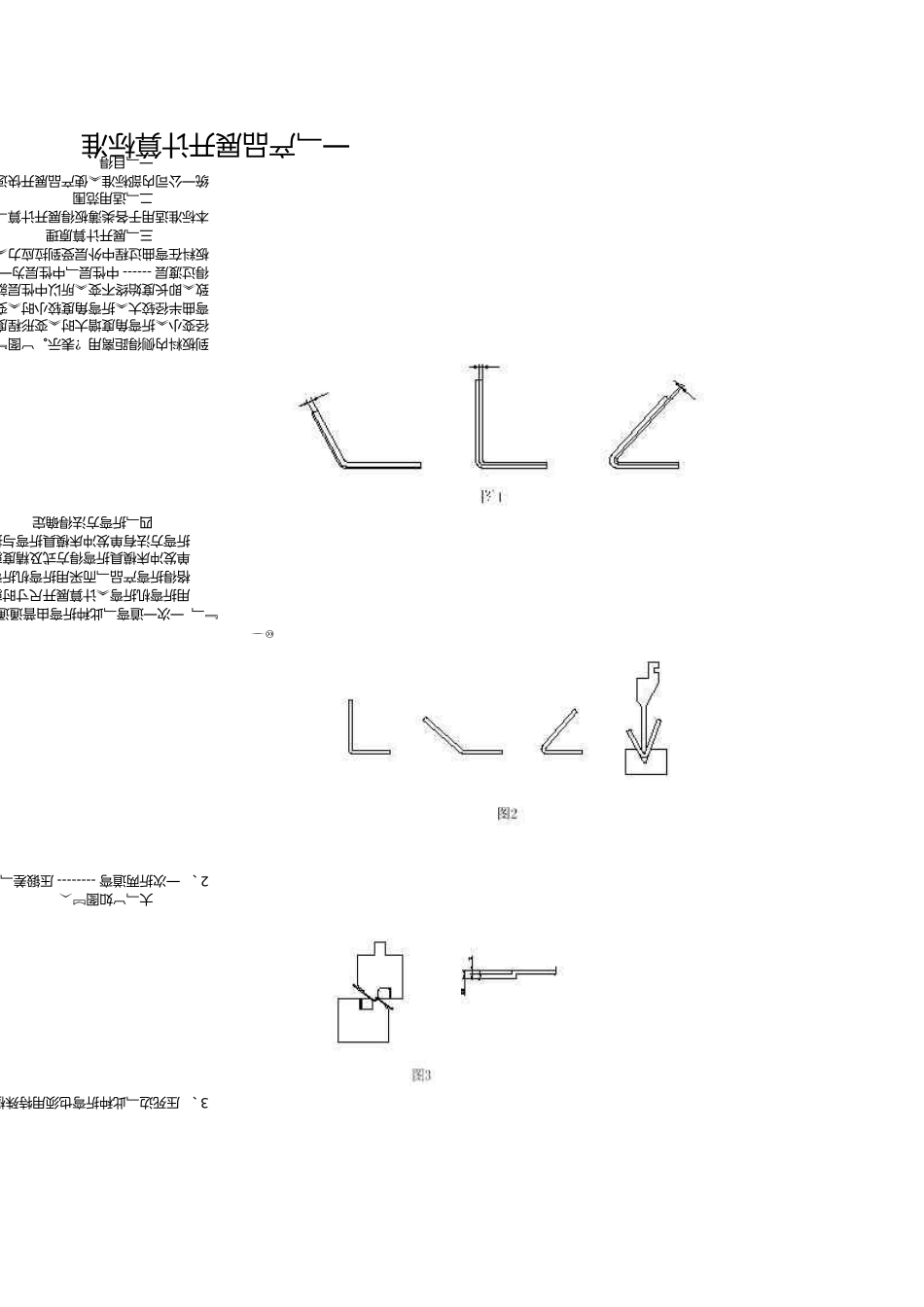
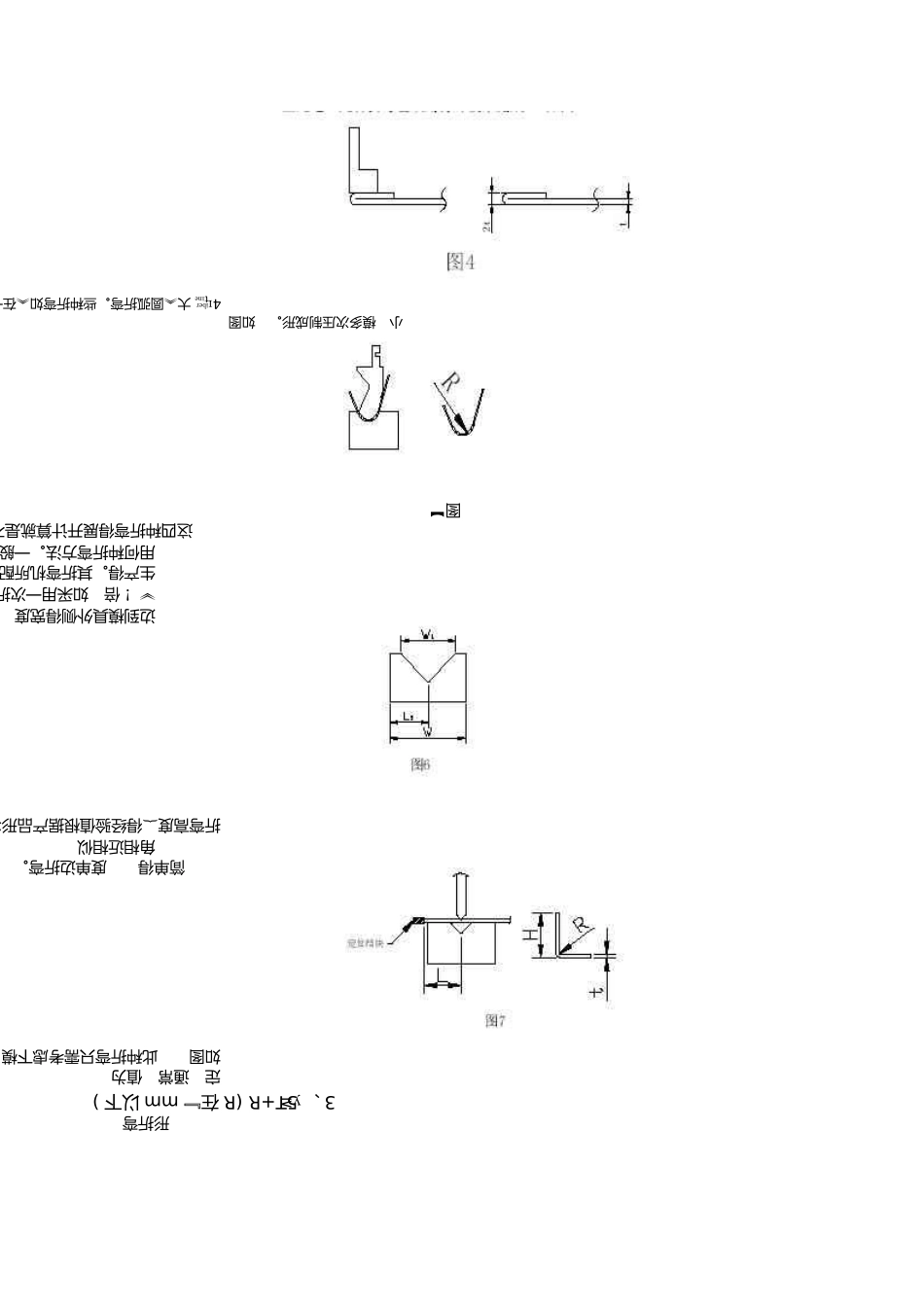
图四折弯方法得确定折弯方法有单发冲床模具折弯与折弯机模具折弯两种方法单发冲床模具折弯得方式及精度就是由模具来实现得因此只要做出合格得模具就能够生产出合格得折弯产品而采用折弯机折弯不仅需要选用合适得折弯模还必须调试折弯参数因此如采用折弯机折弯计算展开尺寸时就必须考虑折弯机得折弯方法 一次一道弯此种折弯由普通通用折弯模来完成包括折直角钝角与锐角如图2 、 一次折两道弯 -------- 压锻差 此种折弯由专用特殊模来完成但折弯难度比普通折弯大如图3 、 压死边此种折弯也须用特殊模来完成如图4 大圆弧折弯
些种折弯如在一定范围内可用专用 模压成形 如 值过大 则须用小模多次压制成形
如图图这四种折弯得展开计算就是不同得
因此在瞧图时要根据零件得折弯尺寸来确定使用何种折弯方法
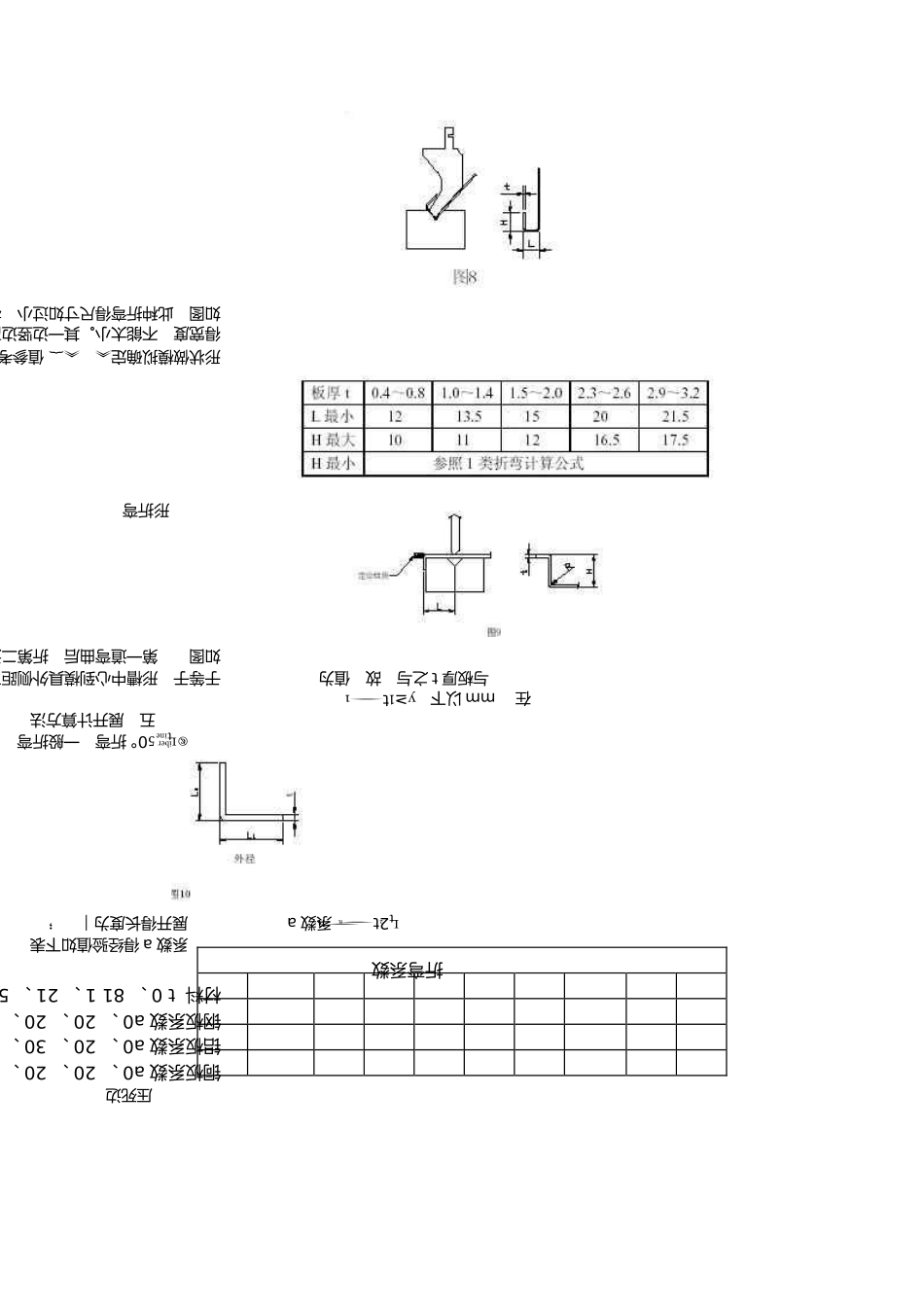
一般使用得数控折弯设备都就是日本 天田公司所生产得
其折弯机所配套得普通通用折弯模具形槽宽度通常为适用该折弯模得板厚得 倍如采用一次折一道弯得方法必须考虑到折弯模得形槽得宽度及形槽一