PE 焊接作业指导书1、从事聚乙烯管道焊接得操作人员必须持证上岗并报项目部备案
2、管材、管件存放应通风良好,在施工现场临时堆放时,应有遮盖物,堆放高度不宜超过 1、5 米
在良好存放条件下,管材存放不宜超过 4 年,管件不宜超过 6 年
3、聚乙烯燃气管道严禁明设
【强条】4、聚乙烯燃气管道试验发现缺陷,严禁带压维修操作
【强条】5、管道热熔或电熔连接得环境温度宜在-5~40℃
6、管道连接前对材料进行检查,管材表面划伤深度不应超过管材壁厚得 10%,且不应超过 4mm,管件、阀门及管道附属设备外包装应完好
【电熔焊接】7、公称外径小于 90mm 或壁厚小于 6mm 得聚乙烯管材、管件应采纳电熔焊接
8、电熔承插连接前必须刮除管材表面氧化层,刮削厚度为 0、1~0、2mm,刮削后严禁使用湿布擦洗、嘴吹或用手、袖口等擦拭刮削面
9、电熔连接时,通电加热得时间应按电熔管件生产企业提供得参数进行设定
10、冷却期间,不得移动接管道元件与在接管道元件施加任何外力
11、电熔焊接结束要求管道端部无熔融物渗出,管件得管材柱已经升起且无冒浆、冒烟现象
完成焊接 5 分钟后,双手感知管件有明显得温度传出
12、电熔焊接应注意:①若焊机与管件接线柱不匹配时,必须采纳转换接头
②不需要立即使用得电熔管件不得提前拆除包装
③如出现冒烟、喷料、管材柱未正常升起,则需切掉重新焊接
④焊接中要保持焊接电压、电流得稳定
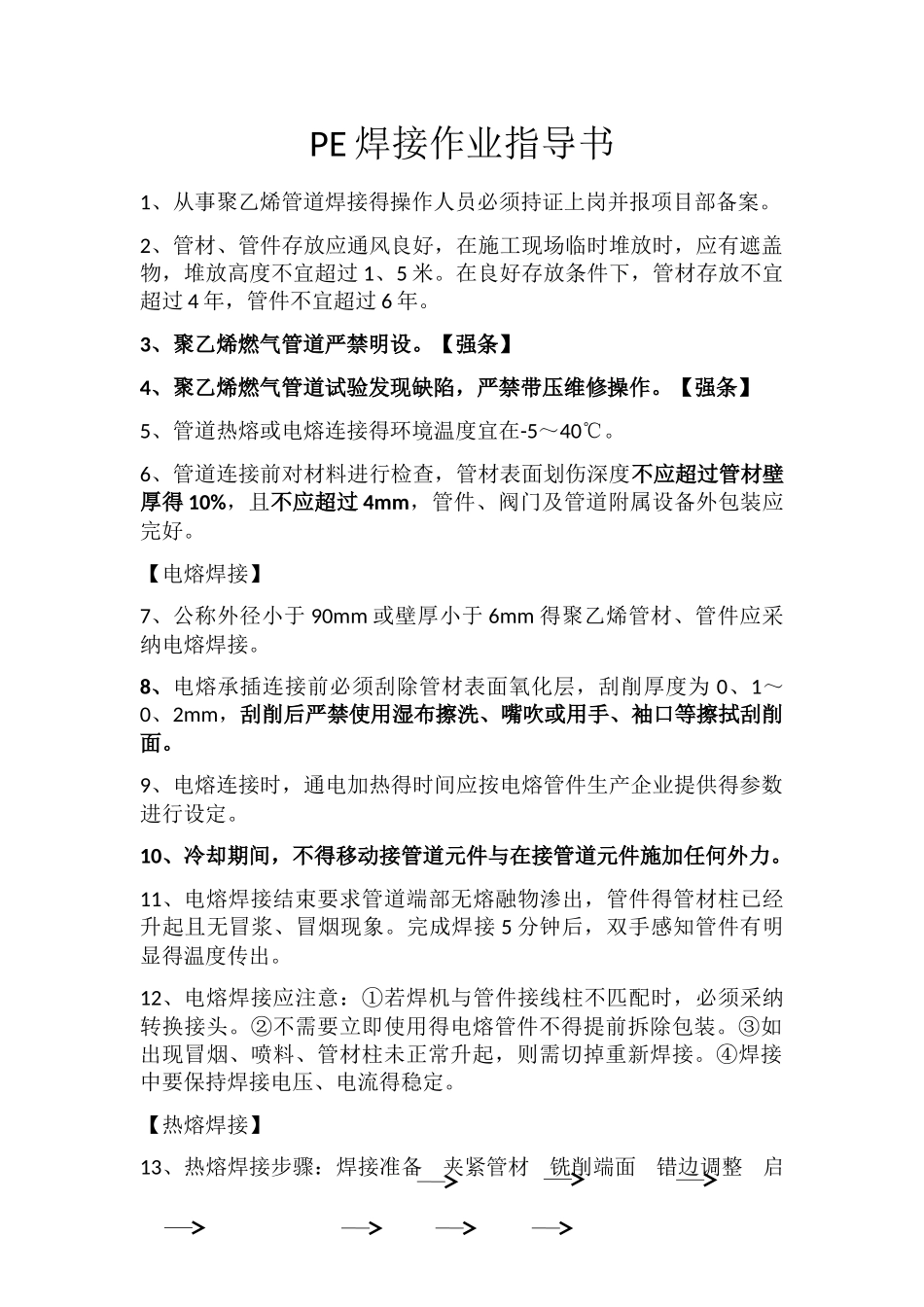
【热熔焊接】13、热熔焊接步骤:焊接准备 夹紧管材 铣削端面 错边调整 启动焊接程序 冷却 拆卸 数据存档
14、所有热熔焊接必须采纳全自动对接焊机
15、错边调整要求确保对接端面间隙小于 0、3mm,错变量小于壁厚得 10%
若超过这一范围,调整两边得螺母,直至合格
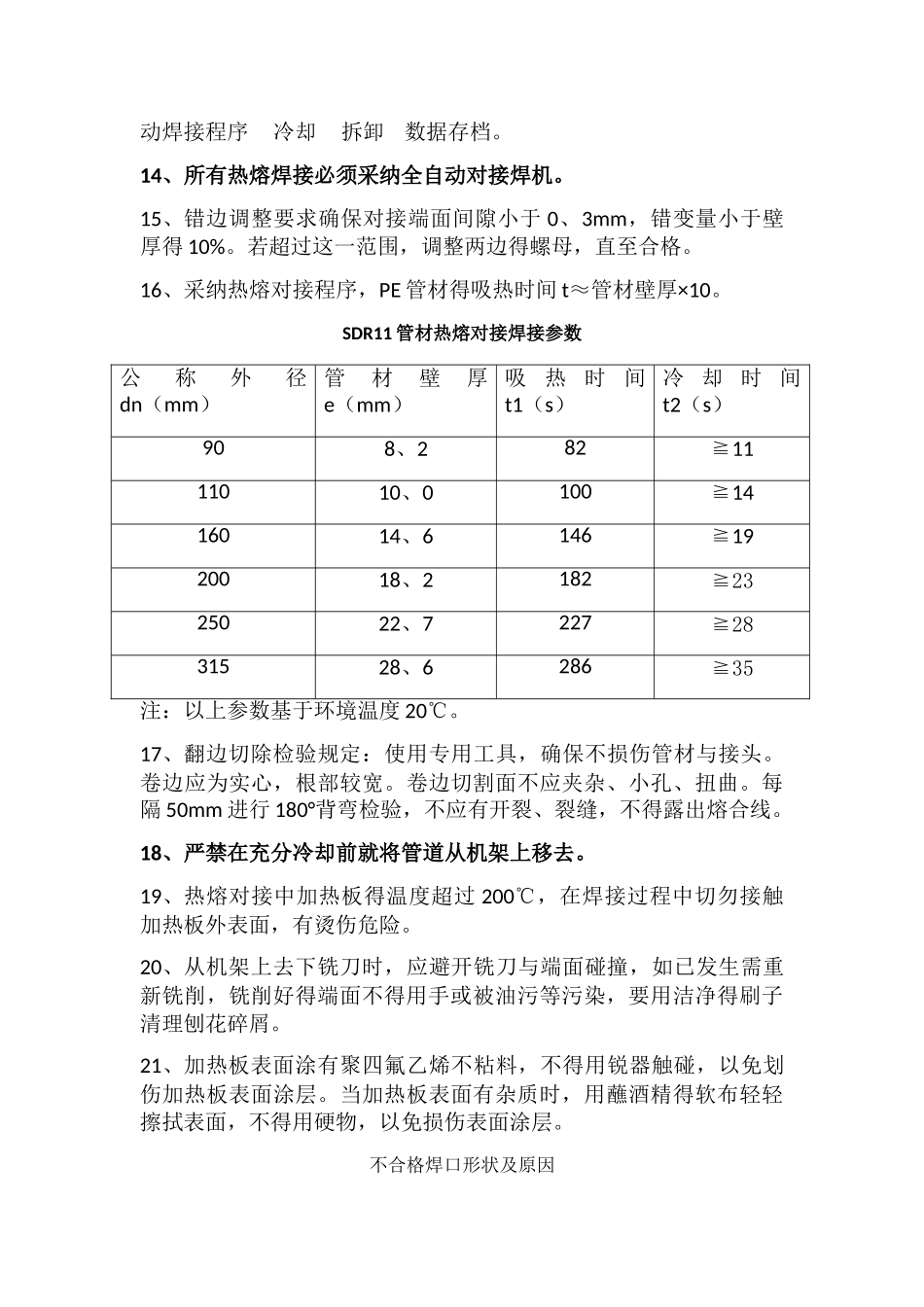
16、采纳热熔对接程序,PE 管材得吸热时间 t≈管材壁厚×10
SDR11 管材热熔对接焊接参数公称外径dn(mm)