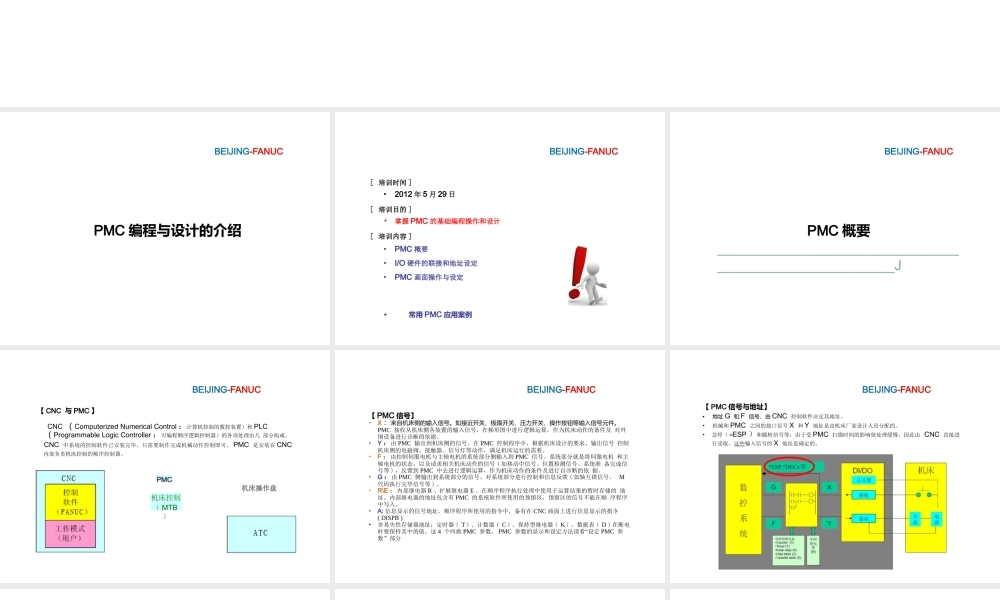
BEIJING-FANUC北京发那科机电有限公司FANUC 基础调试培训BEIJING-FANUCPMC 编程与设计的介绍BEIJING-FANUC[ 培训时间 ]•2012 年 5 月 29 日[ 培训目的 ]•掌握 PMC 的基础编程操作和设计[ 培训内容 ]•PMC 概要•I/O 硬件的联接和地址设定•PMC 画面操作与设定•常用 PMC 应用案例BEIJING-FANUCPMC 概要____________________________________________________JBEIJING-FANUC【 CNC 与 PMC 】CNC ( Computerized Numerical Control :计算机控制的数控装置)和 PLC ( Programmable Logic Controller :可编程顺序逻辑控制器)的各项处理由几 部分构成
CNC 中系统的控制软件已安装完毕,只需要制作完成机械动作控制即可
PMC 是安装在 CNC 内部负责机床控制的顺序控制器
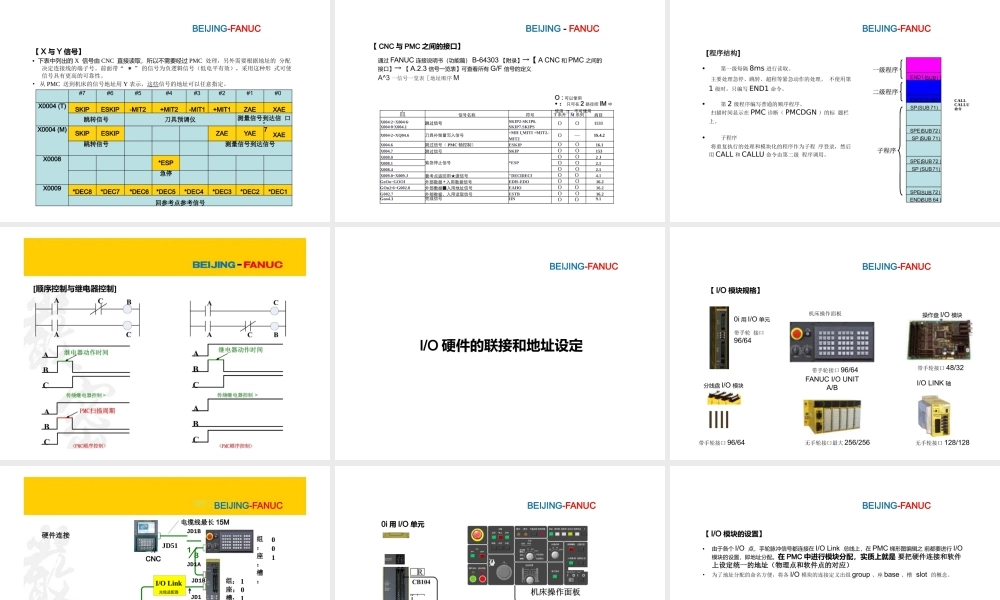
PMC机床控制( MTB)机床操作盘BEIJING-FANUC【 PMC 信号】•X :来自机床侧的输入信号
如接近开关、极限开关、压力开关、操作按钮等输入信号元件
PMC 接收从机床侧各装置的输入信号,在梯形图中进行逻辑运算,作为机床动作的条件及 对外围设备进行诊断的依据
•Y :由 PMC 输出到机床侧的信号
在 PMC 控制程序中,根据机床设计的要求,输出信号 控制机床侧的电磁阀、接触器、信号灯等动作,满足机床运行的需要
•F :由控制伺服电机与主轴电机的系统部分侧输入到 PMC 信号
系统部分就是将伺服电机 和主轴电机的状态,以及请求相关机床动作的信号 ( 如移动中信号、位置检测信号、系统准 备完成信号等 ) ,反馈到 PMC 中去进行逻辑运算,作为机床动作的条件及进行自诊断的依