PCBA DIP 手工焊接通用作业指导书1目的规范 PCBA 手工焊接操作,保证手工焊接质量
2适用范围适用于指导 PCBA 手工有铅焊接通用操作,有特殊焊接要求的按相应工艺文件要求操作
3作业条件3
1 操作人员须经过培训合格后方可上岗作业
烙铁须经过点检(参考《恒温焊台操作与维护规程》执行)
2 注意事项3
1文中图片与相关文字说明有出入时,以文字说明为优先
2如果各产品对应的工艺文件中没有定义手工焊接参数,手工焊接操作时以此文件要求设置焊接温度
4内容及流程4
1 准备工作4
1确认烙铁是否经过点检
2确认支架座上的清洁海绵是否湿润
3确认是否已带好静电手环且点检合格
2 手工焊接无引脚 SMD 器件4
1直接焊接操作序号操作步骤图示操作说明1选择烙铁头烙铁头选择原则:D/W≥80%(D:烙铁头直径,W:焊盘宽)
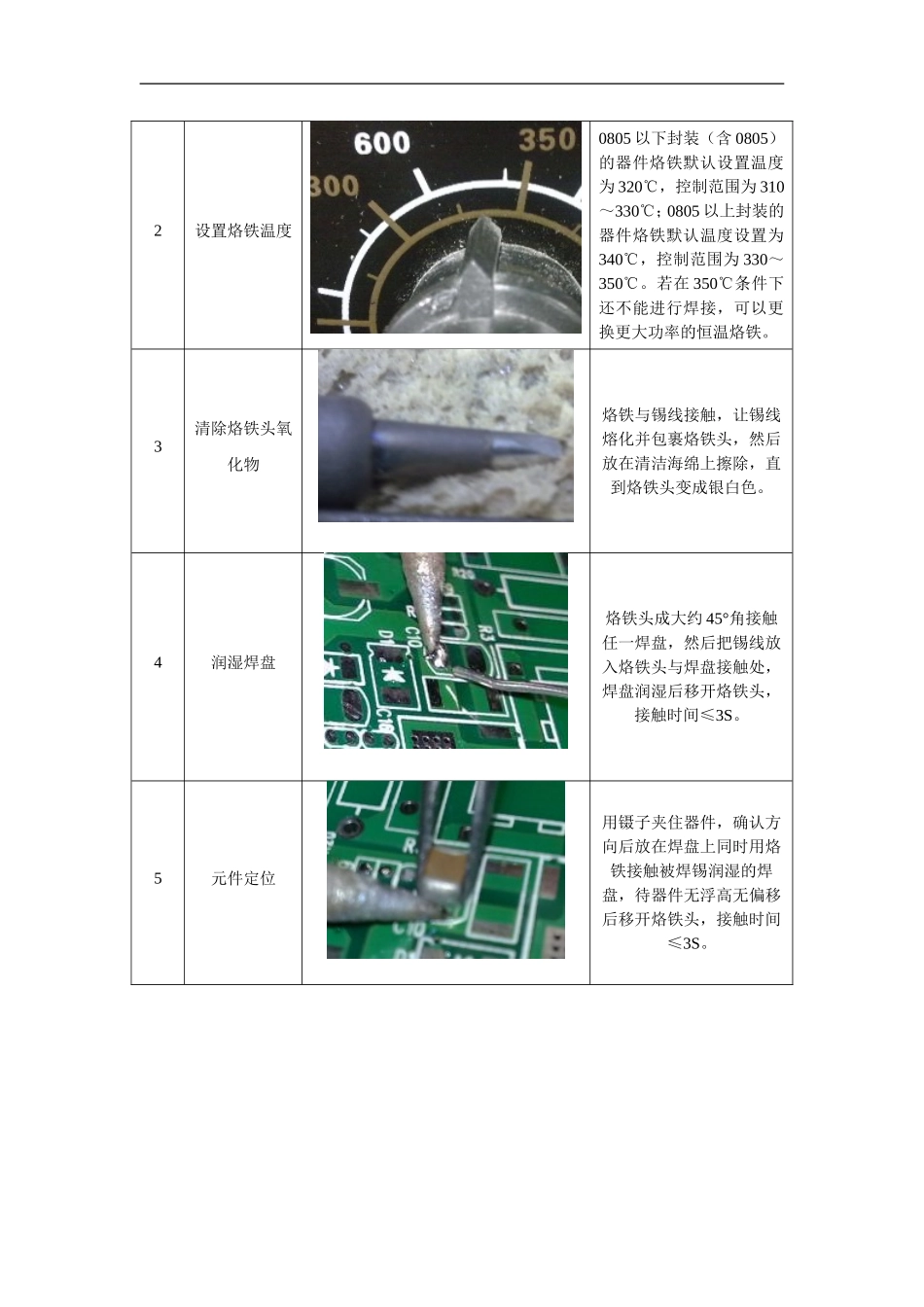
2设置烙铁温度0805 以下封装(含 0805)的器件烙铁默认设置温度为 320℃,控制范围为 310~330℃;0805 以上封装的器件烙铁默认温度设置为340℃,控制范围为 330~350℃
若在 350℃条件下还不能进行焊接,可以更换更大功率的恒温烙铁
3清除烙铁头氧化物烙铁与锡线接触,让锡线熔化并包裹烙铁头,然后放在清洁海绵上擦除,直到烙铁头变成银白色
4润湿焊盘烙铁头成大约 45°角接触任一焊盘,然后把锡线放入烙铁头与焊盘接触处,焊盘润湿后移开烙铁头,接触时间≤3S
5元件定位用镊子夹住器件,确认方向后放在焊盘上同时用烙铁接触被焊锡润湿的焊盘,待器件无浮高无偏移后移开烙铁头,接触时间≤3S
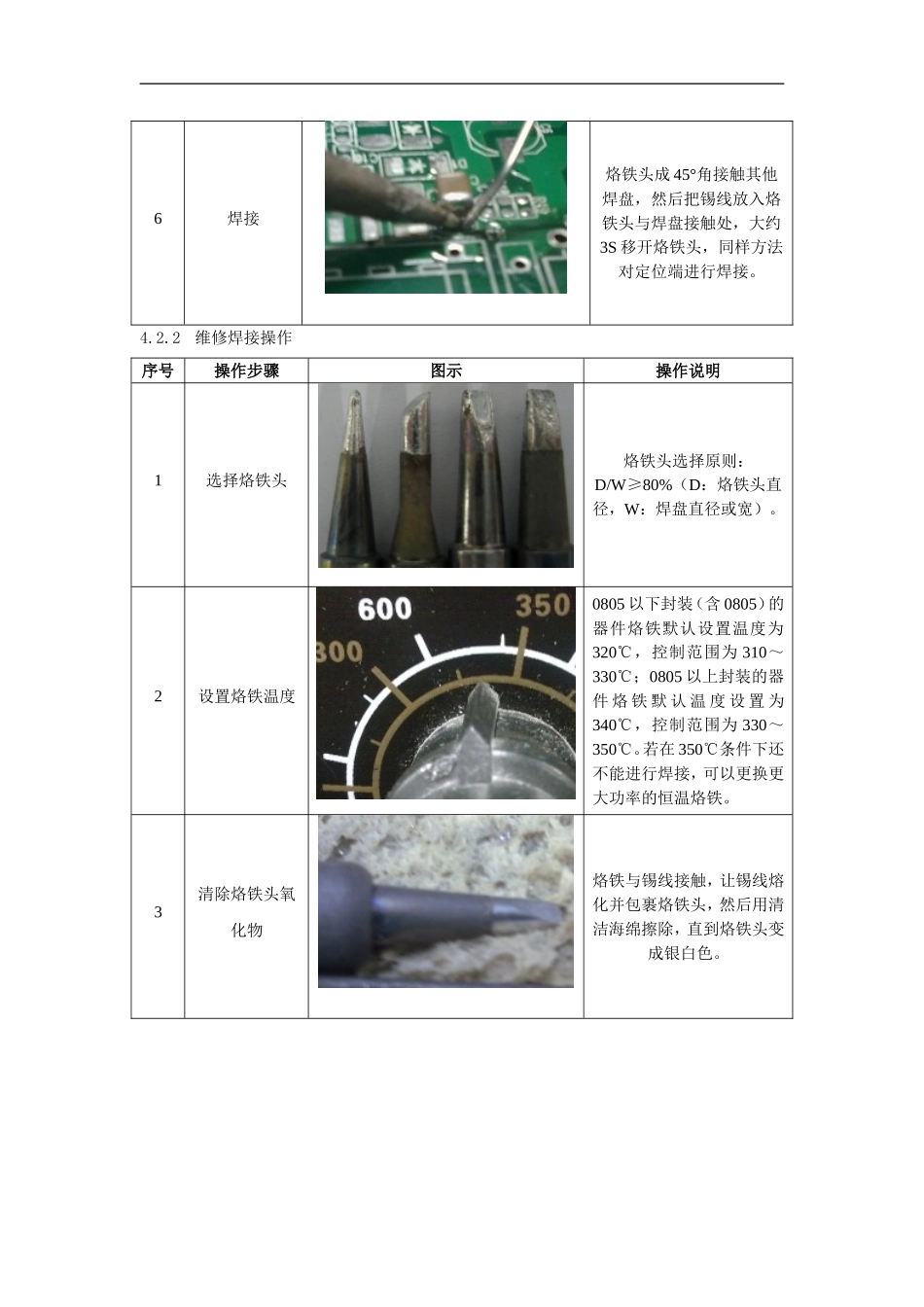
6焊接烙铁头成 45°角接触其他焊盘,然后把锡线放入烙铁头与焊盘接触处,大约3S 移开烙铁头,同样方法对定位端进行焊接
2维修焊接操作序号操作步骤图示操作说明1选择烙铁头烙铁头选择原则:D/W≥80%(D:烙铁