储罐施工工艺一、概述储罐施工工艺已经很成熟,各个项目根据设计要求和结合自身特点,采纳正 装法或倒装法
我这里介绍倒装法,与正装法相比,不管从安全、质量、工期、经济效益等方面,倒装都有较大的优势
倒装法操作控制简单、可靠、危险性小,因此已经越来越多的被采纳
我主要介绍常规储罐的采纳倒装法的施工工艺
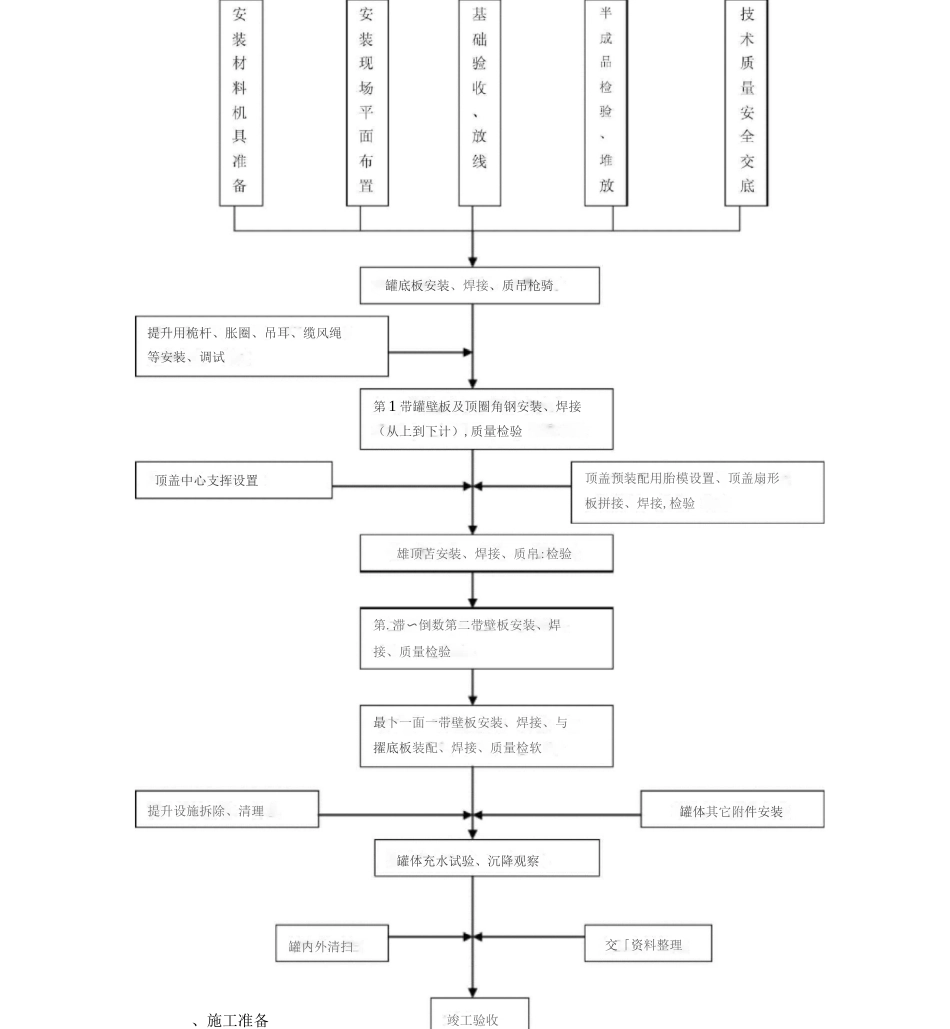
施工工艺流程提升设施拆除、清理罐体其它附件安装第
滞倒数第二带壁板安装、焊〜接、质量检验最卜一面一带壁板安装、焊接、与擢底板装配、焊接、质量检软顶盖预装配用胎模设置、顶盖扇形板拼接、焊接,检验第 1 带罐壁板及顶圈角钢安装、焊接(从上到下计),质量检验提升用桅杆、胀圈、吊耳、缆风绳等安装、调试雄顶苫安装、焊接、质帛:检验罐底板安装、焊接、质吊枪骑罐体充水试验、沉降观察顶盖中心支挥设置交「资料整理罐内外清扫竣工验收、施工准备2
1 技术准备贮罐施工前,应具备有施工图和设计有关文件、施工单位编制并经 建设单位、监理审批的施工方案、原材料及配件的质量证明书、国家或行业的施工及验收法律规范
施工前,有关人员应熟悉图纸及有关技术文件、法规,通过图纸会 审,明确贮罐建设工程相关专业配合要求
贮罐的焊接技术人员应根据相关规 范及焊接工艺要求进行焊接施工
贮罐施工技术人员应根据现场实际情况和施工技术文件,编制有针 对性的、切实可行的施工技术方案及作业指导书,并进行相应的技术交底
明确贮罐安装的质量标准及检验方法,编制质量保证措施,准备各种计量器具及施工记录
预制加工前要根据图纸、材料规格及施工法律规范的要求绘制贮罐排版 图,经建设单位、监理单位审批后方可作为施工依据
罐底排版应考虑下列要求:(1)底板中幅板排版直径应考虑罐底边缘板焊接收缩量比设计直径大 1
5 一2/10
罐底边缘板外圆直径加收缩量
(2) 罐底边缘板宽度按设计图纸尺寸
罐底由中幅板和边缘板组成,边缘板的径向宽度不得小于法律规范要