冷轧扭钢筋施工本工程所有的板筋均采纳冷轧扭筋
(1)冷轧扭钢筋的特点冷轧扭钢筋是用 I 级 Q215、Q235 热轧圆盘条(*6
5-^14 )作母材,经冷轧扭机工而成的冷强化钢筋,即对其母材的经伟方向同时进行冷加工,在保留原截面中心区域晶体的相对平衡和稳定的前提下,在提高抗拉(压)强度的同时,仍保留足够的延性,使冷轧钢筋的几何参数(轧扁厚度、截面宽厚比、面缩率、节距)和 4 项材质指标(抗拉强度、条件屈服值、延伸率和冷弯)达到优化
其加工工艺流程如下:II II II III 调直拉伸|T|轧扁|T|扭转|T|定长切断 I11 11 11 11主要优点:①冷轧扭钢筋虽为无明显流辐的钢筋,但受弯构件破坏前仍有相当的延续时间,属延性破坏;②在允许出现裂缝的现浇板类构件使用时,可考虑不超过 15%的塑性内力重分布;③冷轧扭钢筋比普通热轧园钢(I 级)强度高,可节约钢材约 40%,节约投资;④加工使用便,可按施工需要,由加工厂按计划加工定尺成形,也可在现场直接加工,冷轧扭钢筋有特别的螺旋形,铺设安装绑扎方便,不易移位,钢筋骨架刚度增大、整体性好,不易因施工被踩踏而变形,与混凝土结握裹力强,可防止砼收缩裂缝,保证砼的质量,加快施工速度
(1)冷轧扭钢筋施工1)冷轧扭钢筋的存放要求冷轧扭钢筋进入施工现场后,应选择干燥场并有可靠的防雨设施
根据来料先后顺序分批分规格捆扎码施工整齐,挂标签或标牌,注明钢筋的规格、数量、生产日期、生产厂家和使用的工程及部位
冷轧扭钢筋堆放时应在下部垫木架空
冷轧扭钢筋成品到现场后应分进行检验
每批重量不应大于 10T,不足10T 也按一批计
其检验批以同一钢厂、同一牌号、同一规格、同一台轧机生产的钢筋为一批
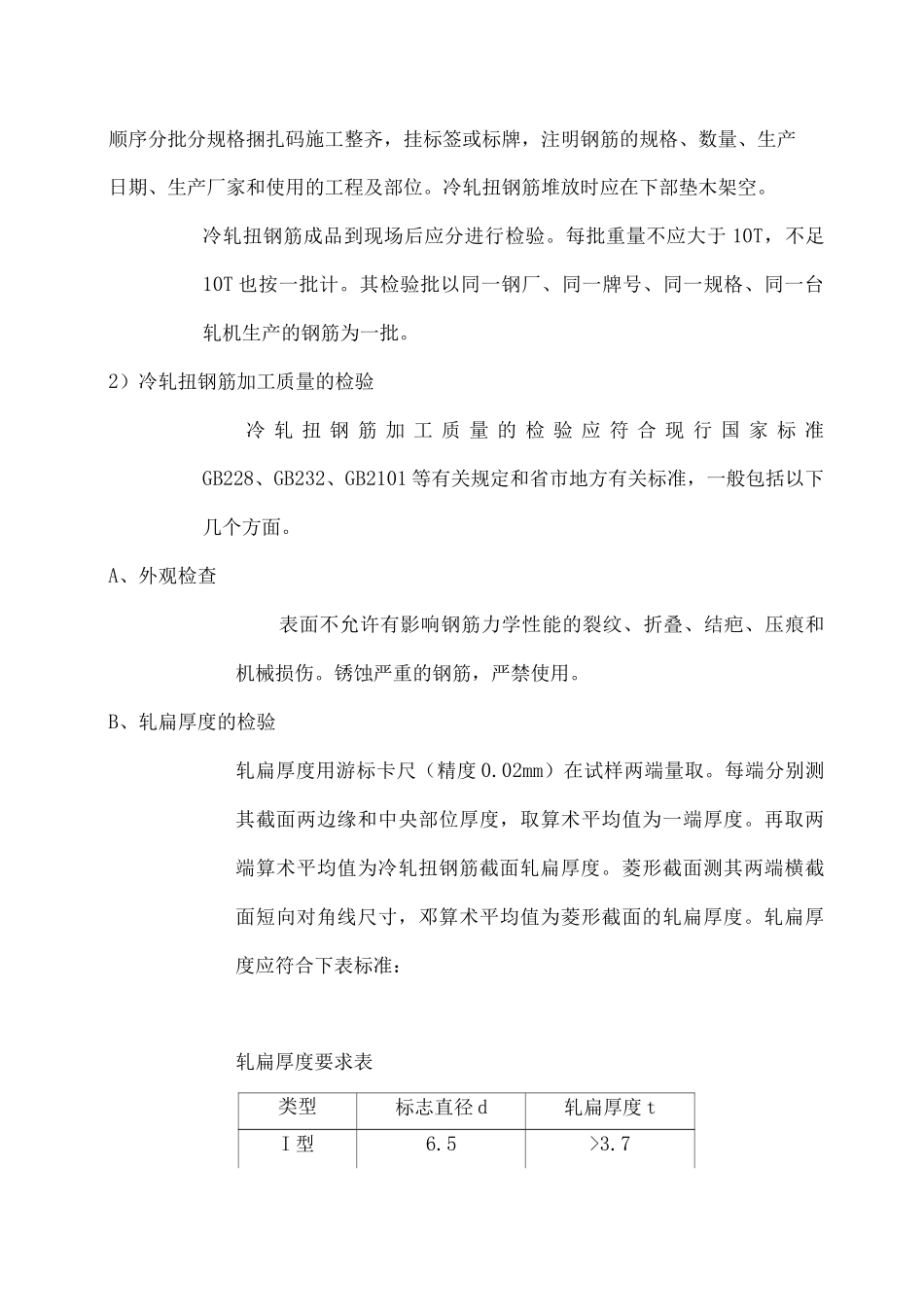
2)冷轧扭钢筋加工质量的检验冷 轧 扭 钢 筋 加 工 质 量 的 检 验 应 符 合 现 行 国 家 标 准GB228、GB232、GB2101 等