医用气体工程施工方案及技术措施一、管道施工方案及主要技术措施本工程为综合门诊楼,医用气体管道采纳不锈钢无缝管,氩弧焊接
阀门附件采纳法兰或丝扣连接
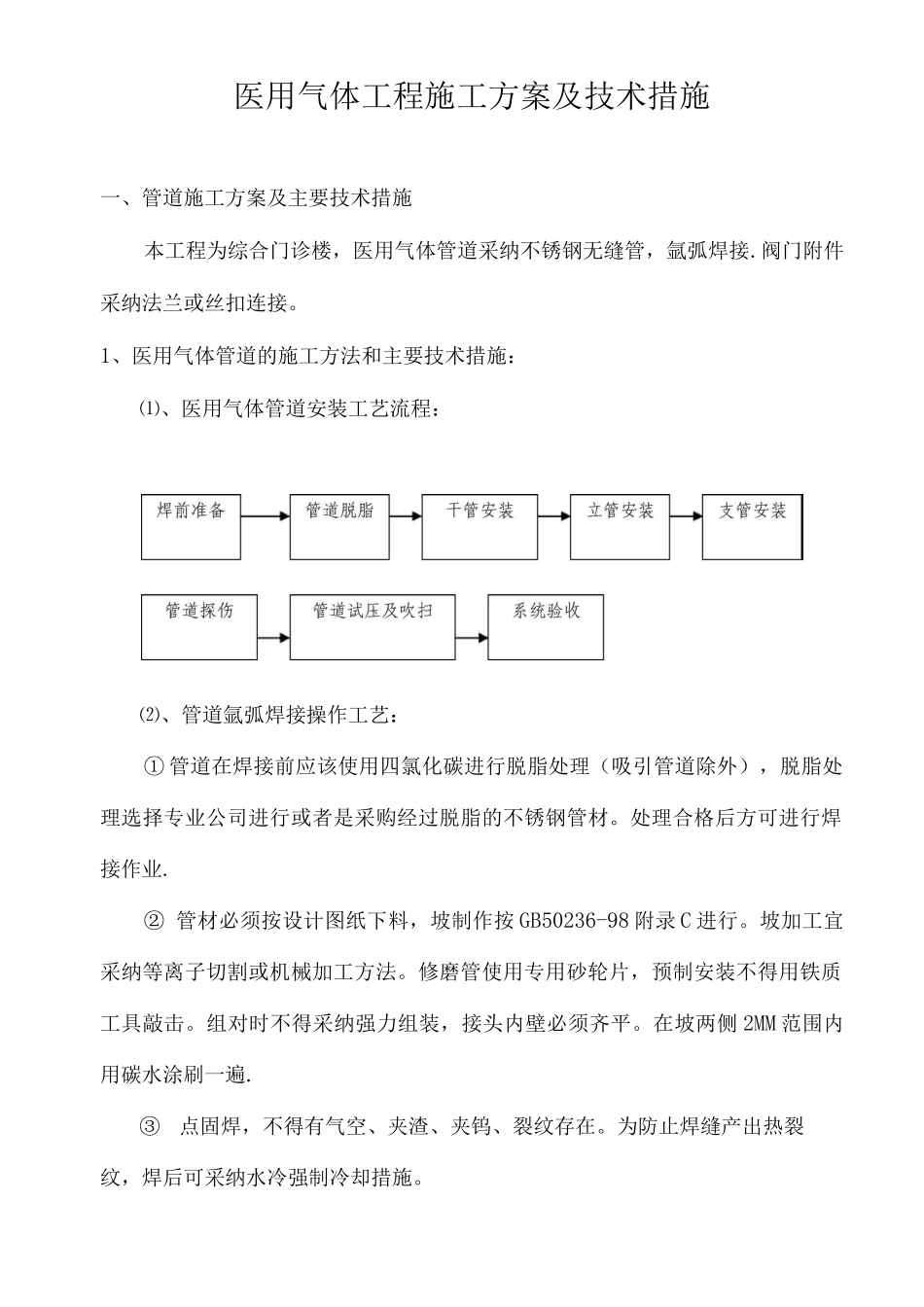
1、医用气体管道的施工方法和主要技术措施:⑴、医用气体管道安装工艺流程:⑵、管道氩弧焊接操作工艺:① 管道在焊接前应该使用四氯化碳进行脱脂处理(吸引管道除外),脱脂处理选择专业公司进行或者是采购经过脱脂的不锈钢管材
处理合格后方可进行焊接作业
② 管材必须按设计图纸下料,坡制作按 GB50236-98 附录 C 进行
坡加工宜采纳等离子切割或机械加工方法
修磨管使用专用砂轮片,预制安装不得用铁质工具敲击
组对时不得采纳强力组装,接头内壁必须齐平
在坡两侧 2MM 范围内用碳水涂刷一遍
③点固焊,不得有气空、夹渣、夹钨、裂纹存在
为防止焊缝产出热裂纹,焊后可采纳水冷强制冷却措施
④ 奥氏体不锈钢采纳手工电弧焊时,其运条方法角度与底碳钢焊接基本相同
⑤ 不锈钢管道的焊接采纳氩弧焊封底,手工焊盖面、管腔内充氩保护,使管内侧焊缝不产生氧化,保证光洁,对于径较小的不锈钢管,也可直接用氩弧焊封底和盖面
⑥ 不锈钢管道焊接时,不允许在焊外的基体金属上引弧和熄弧,熄弧或更换焊条时,应在弧坑前方约 20mm-25mm 处引弧,然后在将电弧返回弧坑,同时注意焊接盖面在上一段焊缝 10mm —15mm 处开始
⑦ 为了防止焊接时飞溅物等落在管材上,焊接前应在焊周围用阻燃带,白垩粉和石棉橡胶板进行保护,防止飞溅物落上管子上
⑧ 焊接层数及焊道数应根据壁厚选择
不锈钢焊接后,首先要除去溶渣和焊缝附近的污垢,然后进行钝化处理
⑨ 不锈钢管子管件组对的焊,要便于施焊,减少横焊、和仰焊、焊接时实行防变形措施,减少固定焊,力求做到整体预制安装
⑩ 当采纳气焊时,其操作方法一般采纳左焊法
焊距与焊件成40〜50°
火焰中心、与熔池距离不小于 2MM 为宜,焊炬不