地下管道安装方案1 钢管安装1)钢管焊接:钢管焊接工艺采纳手工电弧焊
根据设计要求,循环水管线(CWS/CWR )中规格为 DN5 和DN6 的管道采纳直缝焊接钢管,需进行 20%的 X 射线探伤
2 )焊材选用:焊条选用 J427 电焊条
电焊条需在温度为 350T 的烘烤箱中烘烤 1 小时,然后放置温度为1150 度的恒温装置中保存,电焊条表面不得有脱皮或明显的裂痕,电焊条由专人烘烤、发放,烘烤、发放记录齐全
现场必须用保温筒存放焊条
未使用完毕的焊条以及焊条头需回收
3)焊条应符合以下规定:(1)焊条的化学成分、机械强度应与母材相同且匹配,兼顾工作条件和工艺性
(2)焊条质量应符合现行国家标准《碳钢焊条》、《低合金焊条》的规定
(3)焊条应干燥
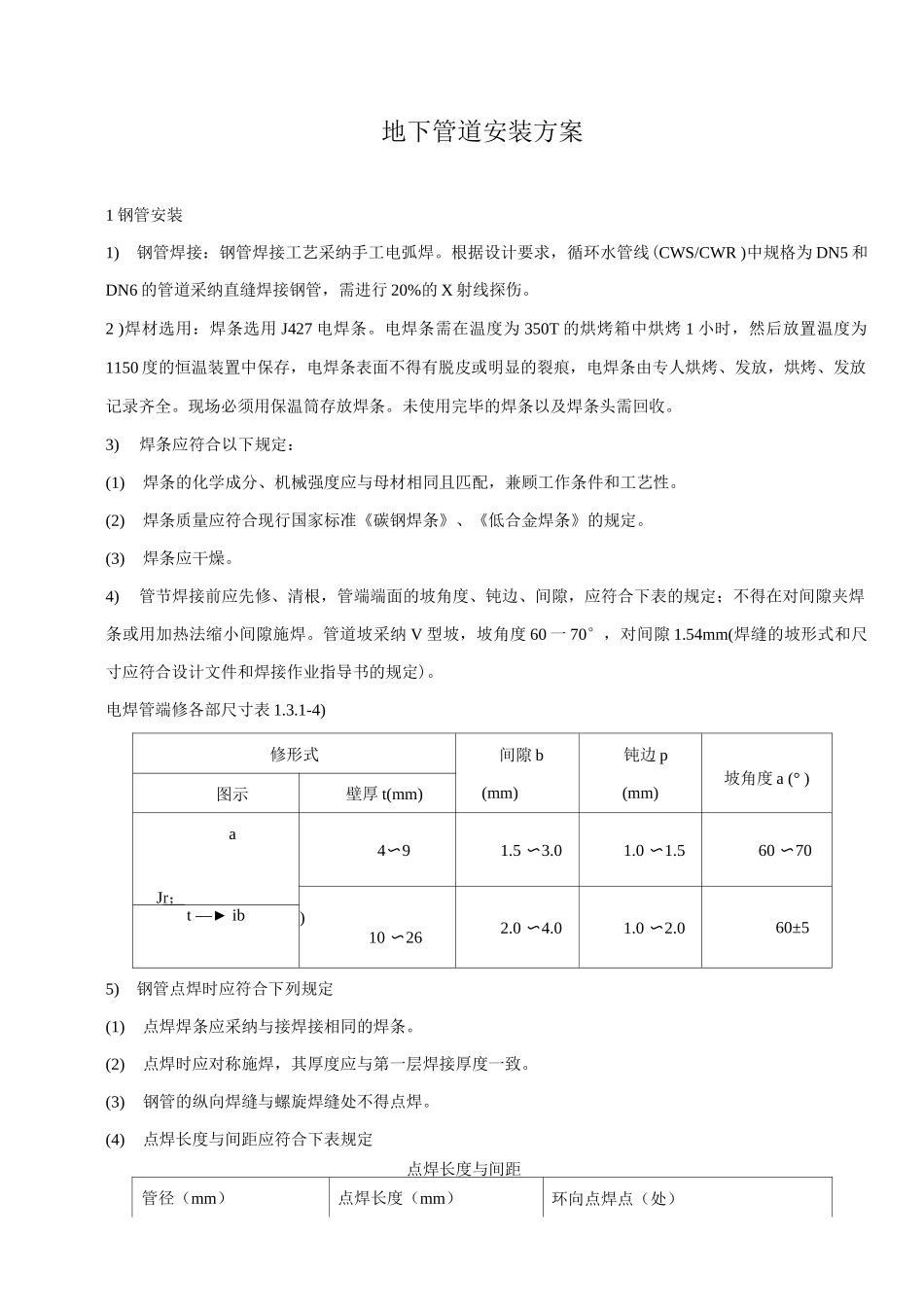
4)管节焊接前应先修、清根,管端端面的坡角度、钝边、间隙,应符合下表的规定;不得在对间隙夹焊条或用加热法缩小间隙施焊
管道坡采纳 V 型坡,坡角度 60 一 70°,对间隙 1
54mm(焊缝的坡形式和尺寸应符合设计文件和焊接作业指导书的规定)
电焊管端修各部尺寸表 1
1-4)修形式间隙 b(mm)钝边 p(mm)坡角度 a (° )图示壁厚 t(mm)a4〜91
560 〜70Jr ; )10 〜262
060±5t —► ib5)钢管点焊时应符合下列规定(1)点焊焊条应采纳与接焊接相同的焊条
(2)点焊时应对称施焊,其厚度应与第一层焊接厚度一致
(3)钢管的纵向焊缝与螺旋焊缝处不得点焊
(4)点焊长度与间距应符合下表规定点焊长度与间距管径(mm)点焊长度(mm)环向点焊点(处)3505506056760706>8801点焊间距不宜大于 4mm6)管道坡采纳砂轮机打磨去除坡表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整
7)管道组对时,对坡及其内外