方案二、工艺管道安装与清洗方案1、 概述1
1 工程概况本工程共有管道近万米管道(包括管廊管道),其材质有有:20#、Q235 A/B、复合材料(2 0#+316L)、不锈钢 TP3 1 6L、0Cr 1 8N i 10Ti、00Cr1 7 Ni 14Mo2、0 Cr 19Ni 9、1C r 1 8Ni 9 Ti 及耐热钢 Cr 5 Mo 等、工艺介质为易燃易爆得油气物,管线对焊接质量要求高
2 工艺特点由于本工程工艺介质为易燃易爆介质,因此管道得焊接与严密性质量要求较高
焊接难度大、质量要求高,为保证焊接质量,所有管道得焊接工作我们实行公司成熟得焊接工艺—氩电联焊法,确保工程质量
3 编制依据1
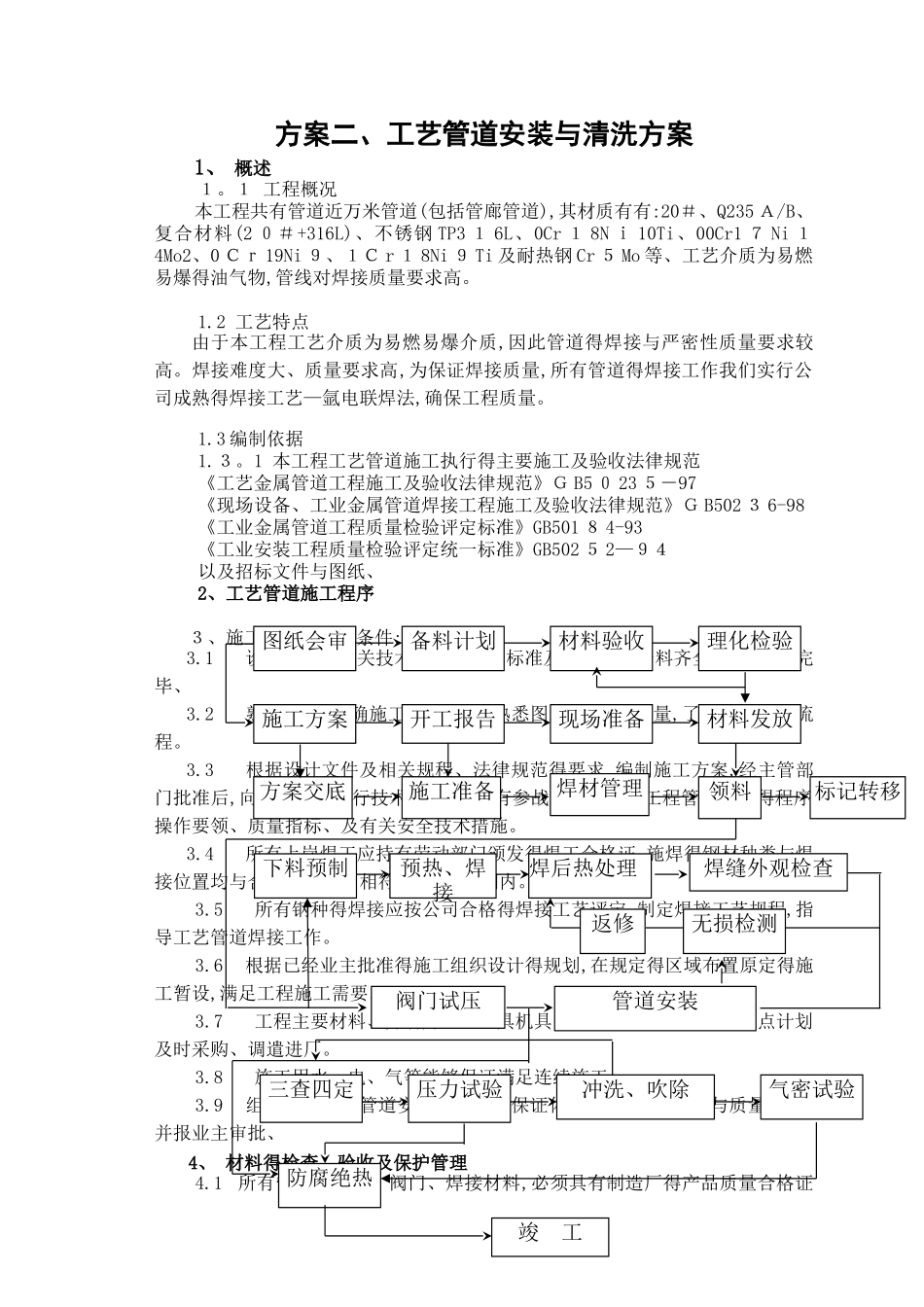
1 本工程工艺管道施工执行得主要施工及验收法律规范《工艺金属管道工程施工及验收法律规范》G B5 0 23 5-97《现场设备、工业金属管道焊接工程施工及验收法律规范》G B502 3 6-98《工业金属管道工程质量检验评定标准》GB501 8 4-93《工业安装工程质量检验评定统一标准》GB502 5 2—94以及招标文件与图纸、2、工艺管道施工程序3、施工前应具备得条件:3
1 设计图纸、相关技术法律规范、标准及其它技术资料齐全,图纸会审完毕、3
2 熟悉合同,明确施工范围内容,熟悉图纸,计算工程量,了解生产工艺流程
3 根据设计文件及相关规程、法律规范得要求,编制施工方案,经主管部门批准后,向施工班组进行技术交底,使所有参战职工熟悉本工程管道安装得程序、操作要领、质量指标、及有关安全技术措施
4 所有上岗焊工应持有劳动部门颁发得焊工合格证,施焊得钢材种类与焊接位置均与合格证得项目相符,并在有效期内
5 所有钢种得焊接应按公司合格得焊接工艺评定,制定焊接工艺规程,指导工艺管道焊接工作
6 根据已经业主批准得施工组织设计得规划,在规定得区域布置原定得