机加工车间质量管理制度1
车间主任是车间质量管理的主要责任人
班组长是生产班组质量管理的主要责任人
检验员是执行车间质量管理制度的责任人
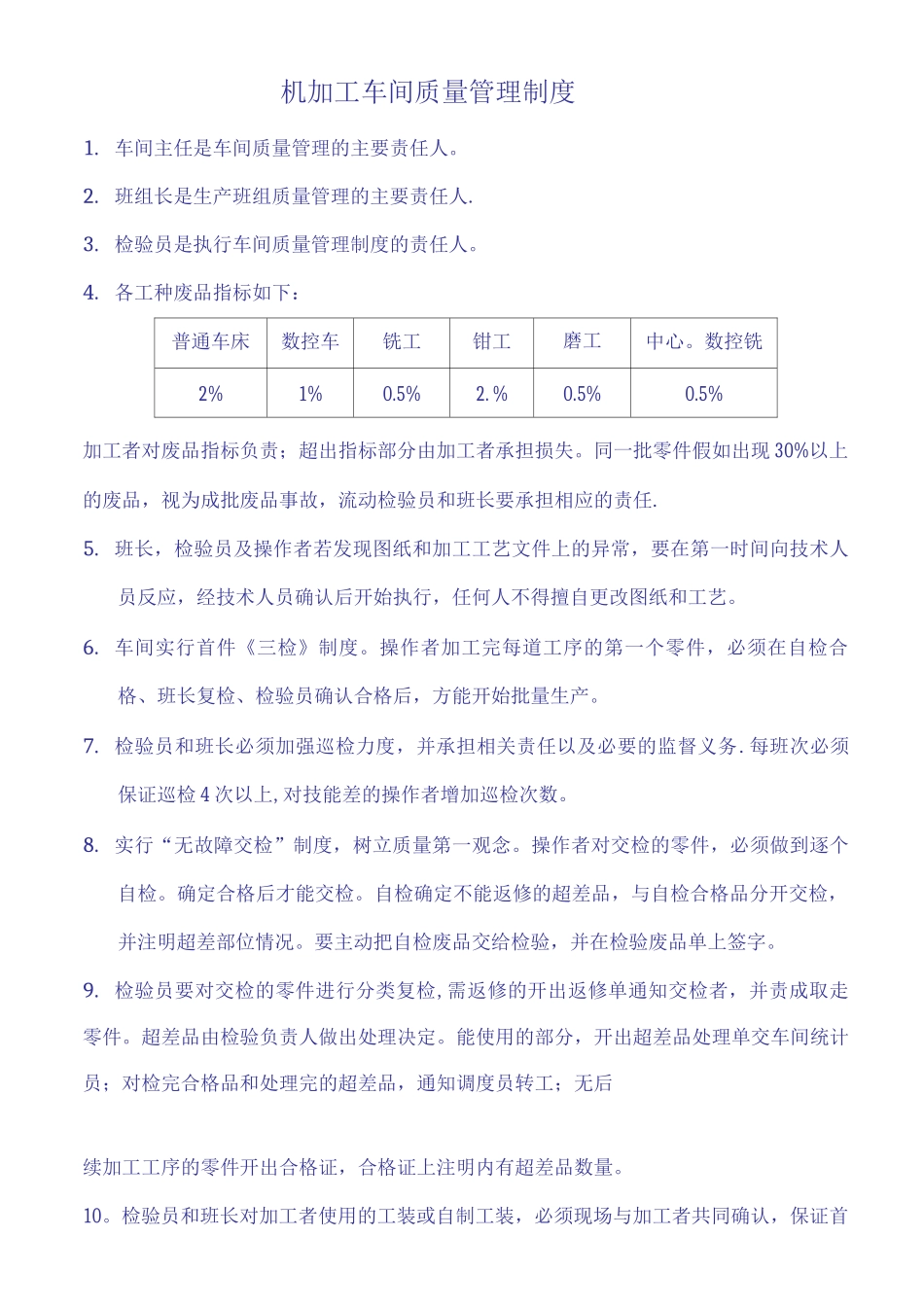
各工种废品指标如下:普通车床数控车铣工钳工磨工中心
数控铣2%1%0
5%加工者对废品指标负责;超出指标部分由加工者承担损失
同一批零件假如出现 30%以上的废品,视为成批废品事故,流动检验员和班长要承担相应的责任
班长,检验员及操作者若发现图纸和加工工艺文件上的异常,要在第一时间向技术人员反应,经技术人员确认后开始执行,任何人不得擅自更改图纸和工艺
车间实行首件《三检》制度
操作者加工完每道工序的第一个零件,必须在自检合格、班长复检、检验员确认合格后,方能开始批量生产
检验员和班长必须加强巡检力度,并承担相关责任以及必要的监督义务
每班次必须保证巡检 4 次以上,对技能差的操作者增加巡检次数
实行“无故障交检”制度,树立质量第一观念
操作者对交检的零件,必须做到逐个自检
确定合格后才能交检
自检确定不能返修的超差品,与自检合格品分开交检,并注明超差部位情况
要主动把自检废品交给检验,并在检验废品单上签字
检验员要对交检的零件进行分类复检,需返修的开出返修单通知交检者,并责成取走零件
超差品由检验负责人做出处理决定
能使用的部分,开出超差品处理单交车间统计员;对检完合格品和处理完的超差品,通知调度员转工;无后续加工工序的零件开出合格证,合格证上注明内有超差品数量
检验员和班长对加工者使用的工装或自制工装,必须现场与加工者共同确认,保证首件合格后准予使用
操作者使用的量具必须与检验员的量具保持统一
特别是千分尺、百分表、塞规等精密量具,使用前必须经检验员校准才能使用监督
操作者接到生产任务后,有检验上道工序零件是否合格的权利和义务,在确认上道工序零件