机械加工工艺规程,是规定零件机械加工工艺过程和操作方法的重要工艺文 件
它不仅是企业生产中重要的技术文件,也是机械制造过程中用于指导生产、 组织加工和管理工作的基本依据,还是新建和改建工厂或车间的基本资料
本次课程设计是在学习了机械制造技术课程之后,我们综合所学的基础和专 业知识,在老师的指导下进行系统、全面的一次综合性生产实践的检验
课程设计说明书概括性的介绍了设计过程,,对设计中各部分内容作了重点的 说明、分析、论证和必要的计算,系统性整理、表达了在机械加工工艺设计过程 中涉及到的专业知识和基本要求,有条理的表达了自己对工艺规程作用的独到见 解
本次设计中,由于生产经验和专业知识有限,设计中一定存在较多的缺点和 错误,恳请老师批判指正
第一节零件的工艺分析及生产类型的确定一 零件图二零件的工艺分析三零件的生产类型第二节选择毛坯确定毛坯尺寸一选择毛坯二确定毛坯尺寸第三节加工方法的选择及工艺路线的制定一定位基准的选择二零件表面加工方法的选择三制定工艺路线第四节工序设计一 选择工艺设备及工艺装备二确定工序尺寸第五节切削用量及基本时间的确定一工序 I 的切削用量及基本时间的确定二工序 II 的切削用量及基本时间的确定三、工序 III 的切削用量及基本时间的确定四工序 IV 的切削用量及基本时间的确定 1
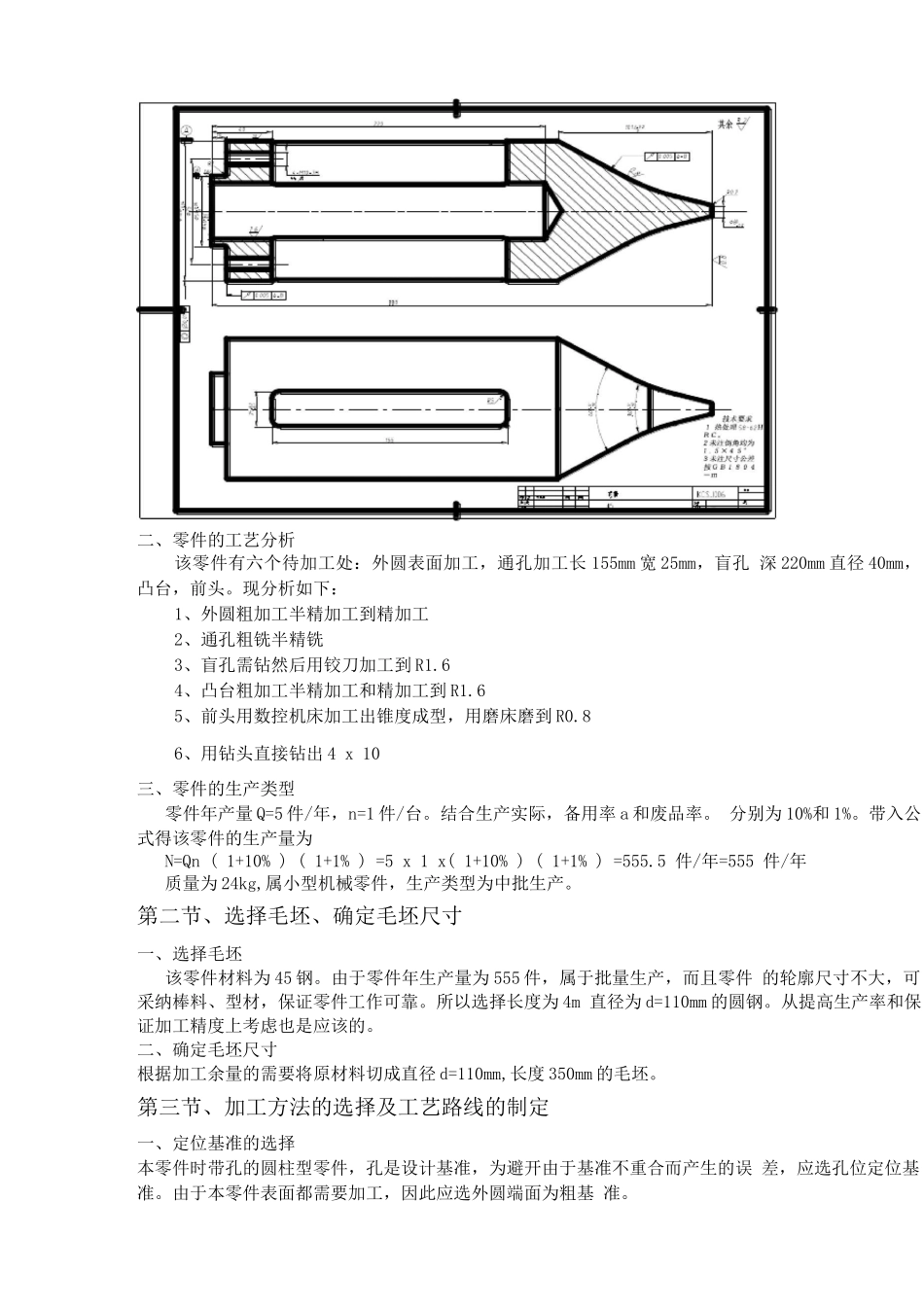
0五 工序 V 的切削用量及基本时间的确定六工序 VI 的切削用量及基本时间的确定七工序 VII 的切削用量及基本时间的确定 10八工序 VIII 的切削用量及时间的确定九 工序 IX 的切削用量及基本时间的确定十工序 X 的切削用量及基本时间的确定十一工序 XI 的切削用量及基本时间的确定十二工序 XII 的切削用量及基本时间的确定十三工序 XIII 的切削用量及基本时间的确定第六节量具设计第七节课程设计小结第八节参考文献第一节、零件的工艺分析及生产类型的确定一^零件图二、零