机械加工检验法律规范编制:审核:批准:日期:1、范围本检验规程适用本公司机械加工产品得检验
2、检验依据国家标准、行业标准、API 标准、图纸工艺等技术文件、质量计划等3、检验内容3、1 尺寸得检验3、1、1 基本原则 所用验收方法应只接收位于规定尺寸极限之内得工件
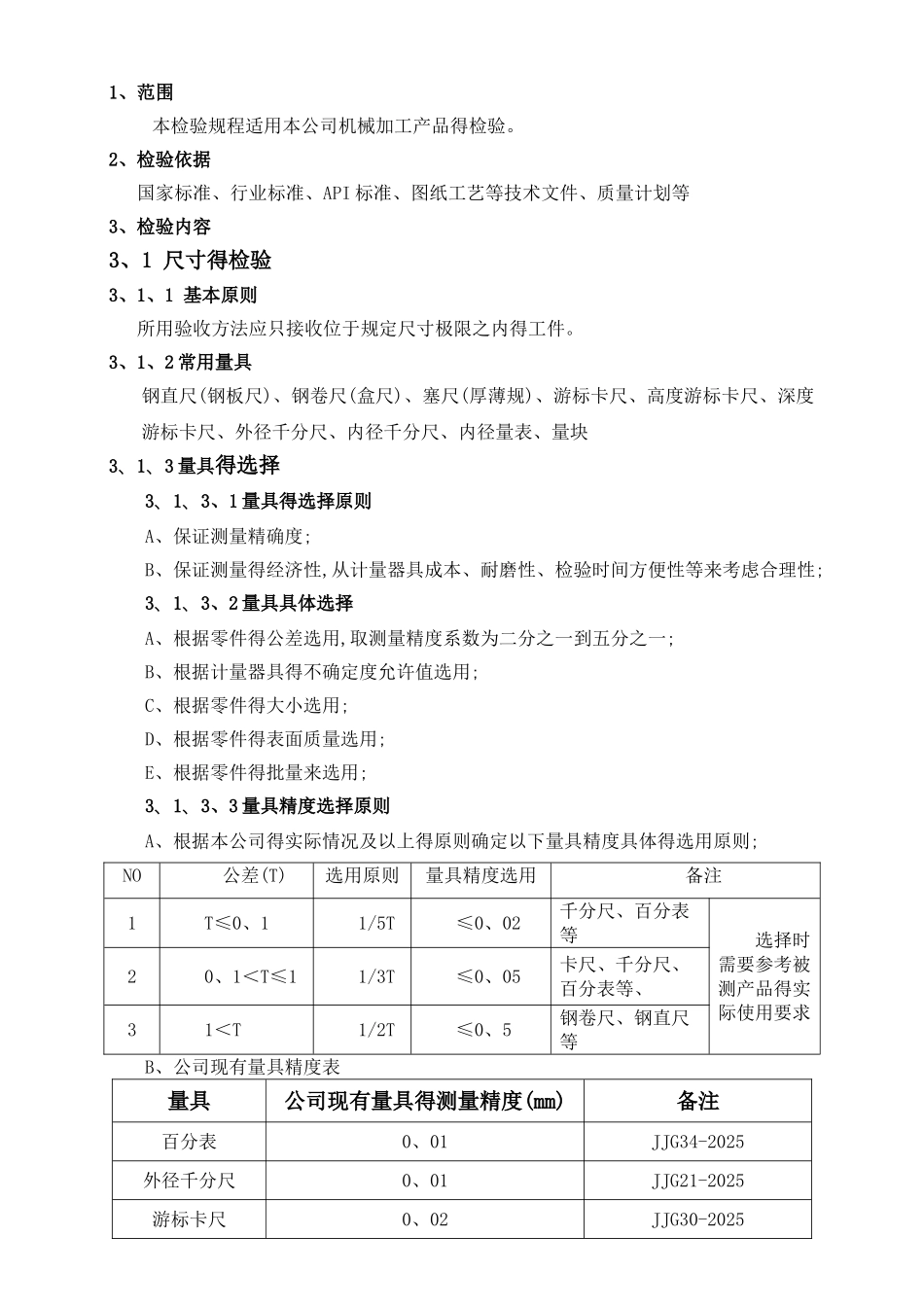
3、1、2 常用量具钢直尺(钢板尺)、钢卷尺(盒尺)、塞尺(厚薄规)、游标卡尺、高度游标卡尺、深度游标卡尺、外径千分尺、内径千分尺、内径量表、量块3、1、3 量具得选择3、1、3、1 量具得选择原则A、保证测量精确度;B、保证测量得经济性,从计量器具成本、耐磨性、检验时间方便性等来考虑合理性;3、1、3、2 量具具体选择A、根据零件得公差选用,取测量精度系数为二分之一到五分之一;B、根据计量器具得不确定度允许值选用;C、根据零件得大小选用;D、根据零件得表面质量选用;E、根据零件得批量来选用;3、1、3、3 量具精度选择原则A、根据本公司得实际情况及以上得原则确定以下量具精度具体得选用原则;NO公差(T)选用原则量具精度选用备注1T≤0、11/5T≤0、02千分尺、百分表等选择时需要参考被测产品得实际使用要求20、1<T≤11/3T≤0、05卡尺、千分尺、百分表等、31<T1/2T≤0、5钢卷尺、钢直尺等B、公司现有量具精度表量具公司现有量具得测量精度(mm)备注百分表0、01JJG34-2025外径千分尺0、01JJG21-2025游标卡尺0、02JJG30-2025高度尺0、02JJG31-1999内径千分尺0、01JJG-2025 钢直尺0、05JJG1-1999钢卷尺0、05JJG4-19993、1、4 尺寸检测方法① 轴径——中低精度轴径得实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测
② 孔径——通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;高精度深孔与精密孔等