1 栓钉施工(1) 概况栓钉焊接分两种:栓钉直接焊在工作件上的为普通栓钉焊;栓钉在引弧后先熔穿具有一定厚度的压型钢板,然后再与构件熔成一体的为穿透栓钉焊
穿透焊对瓷环强度及热冲击性能要求较高,禁止使用受潮瓷环,当受潮后在 250C 温度下焙烘 1h 后使用,二是瓷环中心钉孔的直径和圆度
而瓷环质量的好坏是直接影响栓焊的质量
(2) 施工前准备 1、栓钉和瓷环到货后,应按规格分类堆放,并对以下几点进行检查和验收:序号检查和验收项目1产品合格证2材质合格证3外观检查应无皱纹、毛刺、发裂、扭歪、弯曲等缺陷
4规格5瓷环规格材质与栓钉配套6瓷环尺寸符合要求7瓷环受潮按规定烘干2、瓷环的储运与保管瓷环的作用是集中电弧热量,隔离外部空气,保护电弧和熔融金属免受氮、氧的进入,同时防止熔融金属的飞溅
工程中使用的瓷环应保持干燥及完整,在瓷环的储运过程中的注意点如下:序号检查和验收项目1瓷环应有制造厂按批配套供应,每个包装箱内应带有产品的合格证和质量保证书;包装箱外注明批号、规格及数量
2在运输、保管及使用过程中应轻装轻卸,并防止受潮
3瓷环应成箱在室内仓库保管,地面应有防潮措施,并按批号、规格分类堆放,保管使用中不得混批
包装箱底层应架空,距离地面大于 3mm,码高不大于 3 层
4使用前尽可能不要开箱,以免破坏包装的密封性,开箱取出部分瓷环后应原封包装好,以免受潮
5栓钉及瓷环在安装使用时,施工场地应按当天计划使用的规格数量领取,当天安装剩余的高强螺栓应送回仓库保管
6严禁使用受潮的瓷环,受潮的瓷环在烘箱内经 120P 烘干 1—2 小时后方可使用
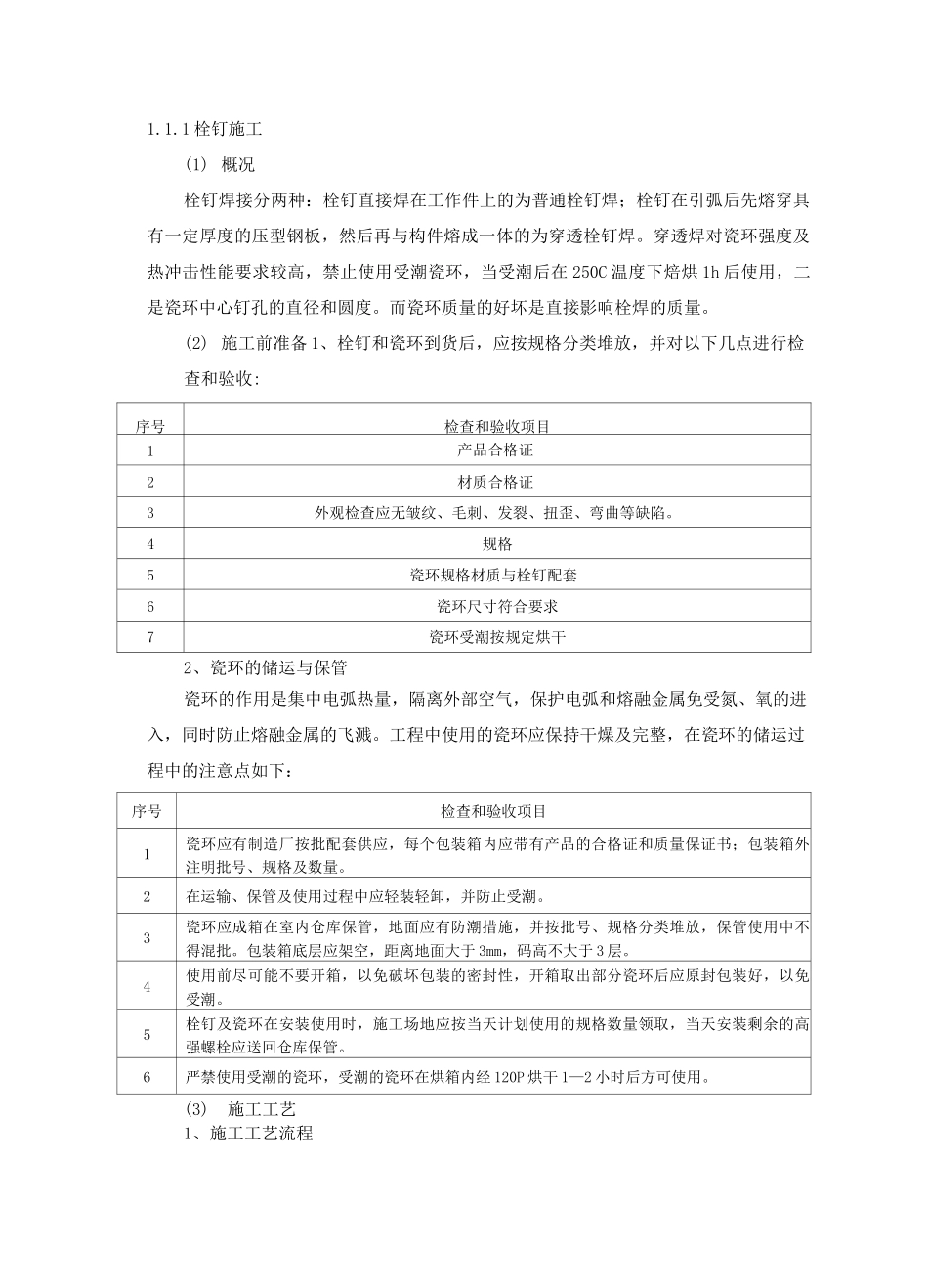
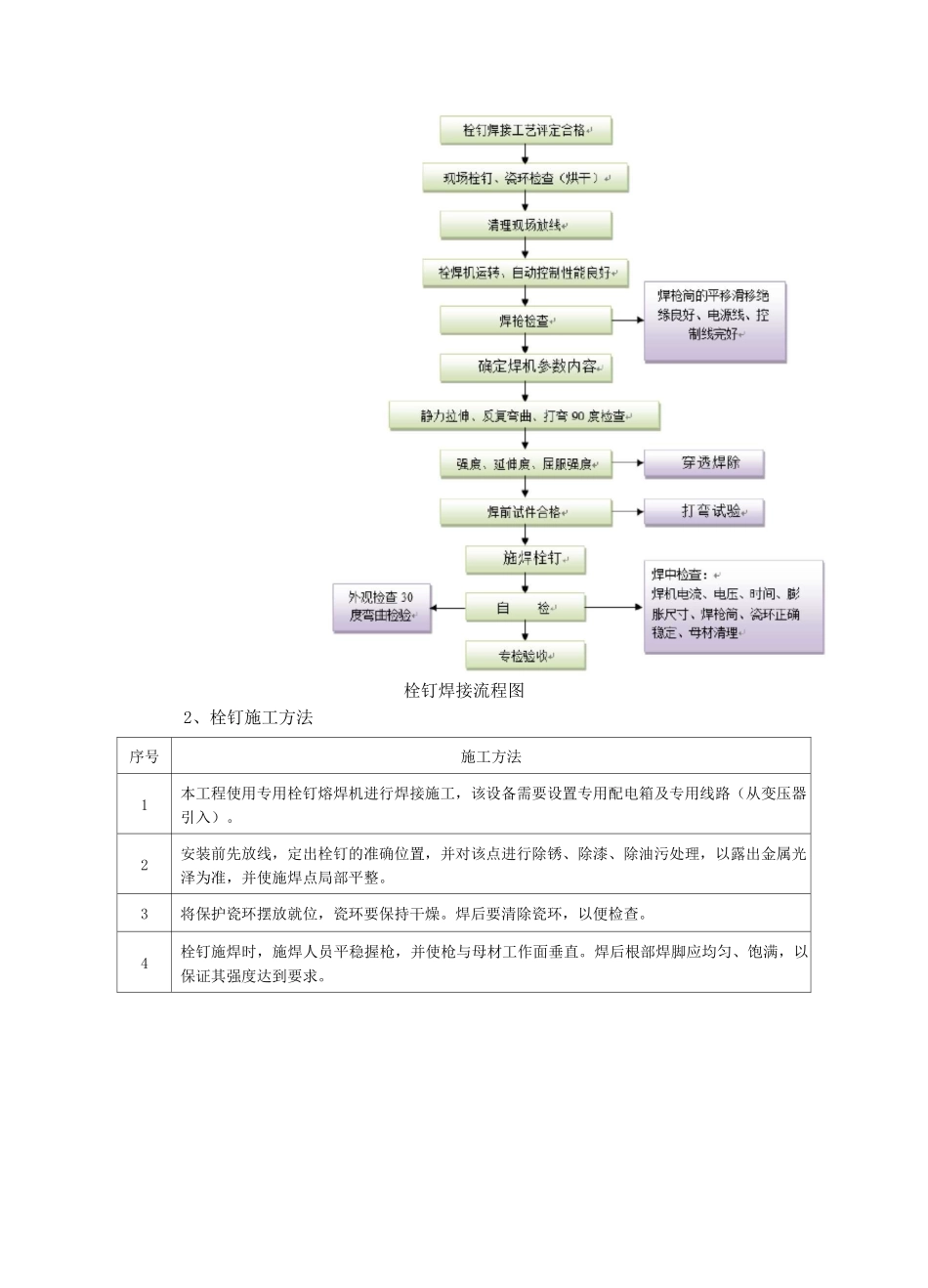
(3)施工工艺1、施工工艺流程栓钉焊接流程图2、栓钉施工方法序号施工方法1本工程使用专用栓钉熔焊机进行焊接施工,该设备需要设置专用配电箱及专用线路(从变压器引入)
2安装前先放线,定出栓钉的准确位置,并对该点进行除锈、除漆、除油污处理