软管总成检验法律规范1 技术要求 1
1软管下料后,应检查软管得规格、型号、下料长度就是否与要求符合,软管切口就是否平整
切口端面与软管中心线垂直
表 1 软管切口垂直度软管通径切口端面与软管轴线得垂直度通径≤2 5≥125<通径≤4 02通径>4 031
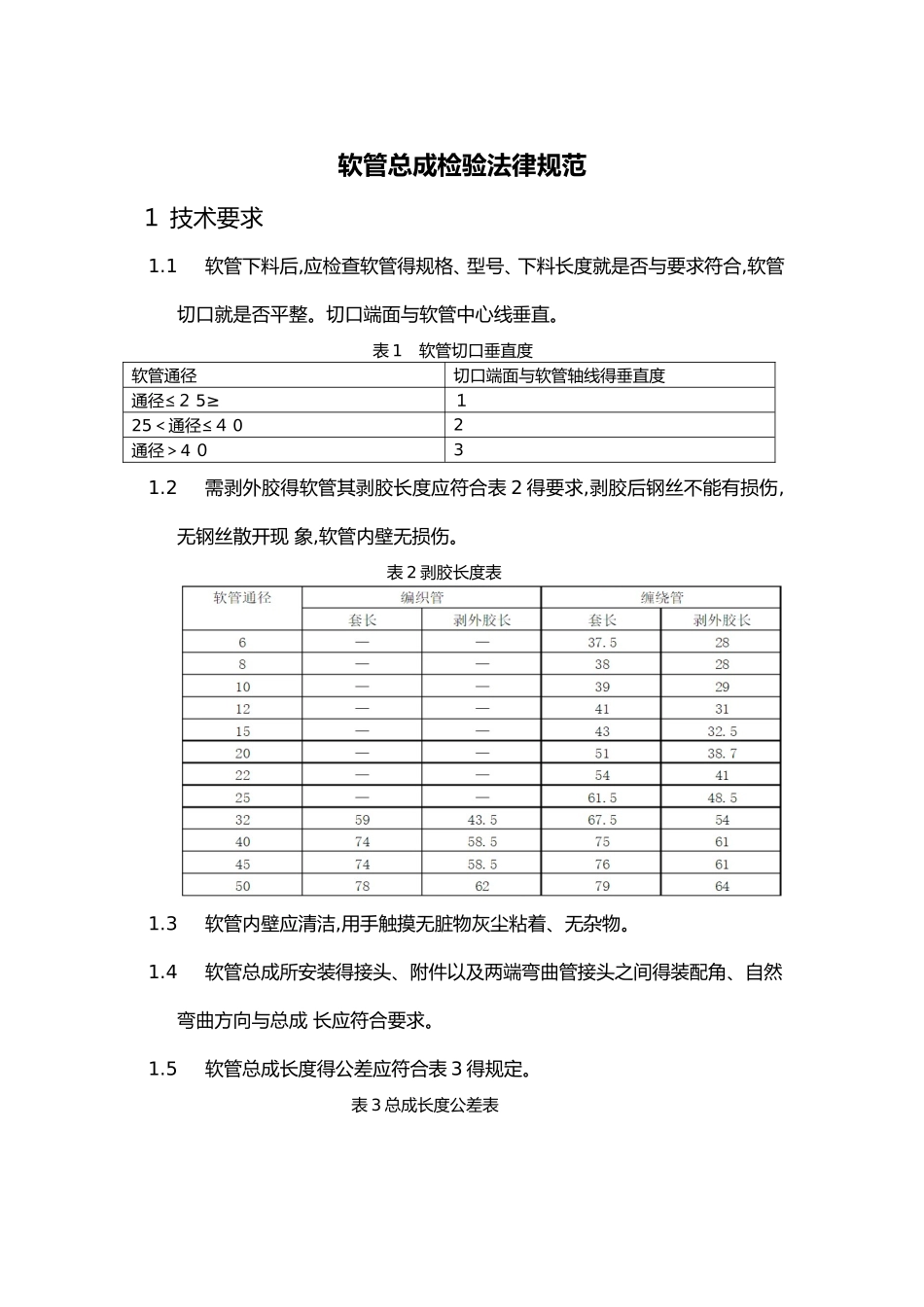
2需剥外胶得软管其剥胶长度应符合表 2 得要求,剥胶后钢丝不能有损伤,无钢丝散开现 象,软管内壁无损伤
表 2 剥胶长度表1
3软管内壁应清洁,用手触摸无脏物灰尘粘着、无杂物
4软管总成所安装得接头、附件以及两端弯曲管接头之间得装配角、自然弯曲方向与总成 长应符合要求
5软管总成长度得公差应符合表 3 得规定
表 3 总成长度公差表1
6软管总成两端弯曲接头之间装配角得角度偏差按表4得规定、表 4 装配角度公差表1
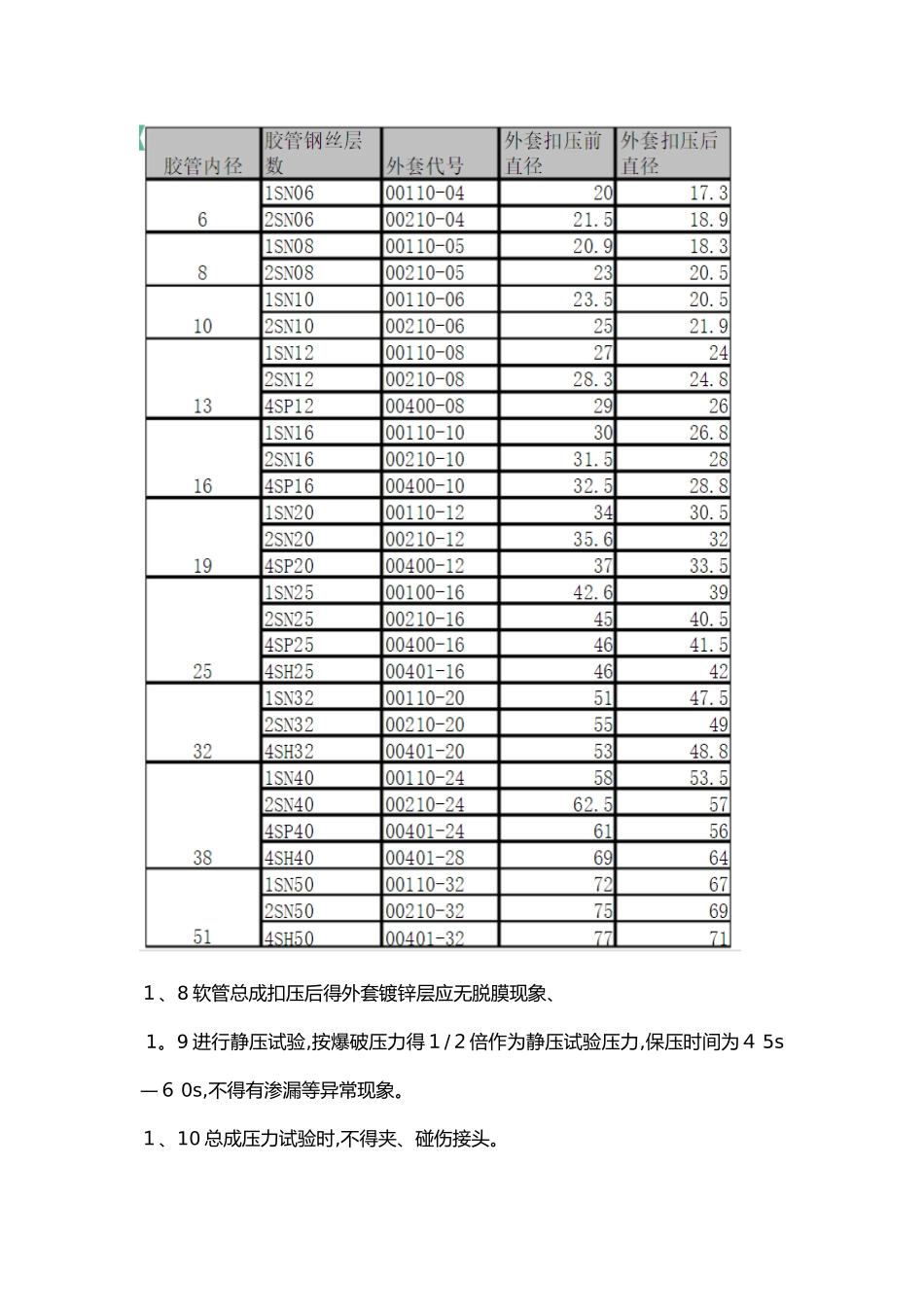
7当软管总成扣压接头为三件套时得芯子内孔变形量应符合表 5 得规定、表 5 芯子内孔变形量表分体式软管总成套筒扣压前后外径应符合表 6表 6 套筒扣压尺寸表1、8 软管总成扣压后得外套镀锌层应无脱膜现象、 1
9 进行静压试验,按爆破压力得1/2倍作为静压试验压力,保压时间为4 5s—6 0s,不得有渗漏等异常现象
1、10 总成压力试验时,不得夹、碰伤接头
2 检验 2
1 总成应由质检科得总成检验员进行检验,以保证每根出产得软管总成符合规定要求
2、1、4、1、5条可以用卷尺、角尺、游标卡尺以及目测进行检验;对 1、3 条可以用洁净得手触摸软管内壁,目测手上就是否有脏物、 2
3 对 1、6 条用角度测量工装进行检验、 2、4 对 1、7 条可以用专用塞规或专用游标卡尺进行检验
5 对 1、8、1、1 0条用目测进行检验
9 条在静压试验台上进行试验
2、7 总成检验完成后两端接头应用塑料闷头盖住或用塑料袋捆扎,以免接头碰伤及灰尘杂物进入