主要部位钢筋类型3
施工准备(1)
技术准备由专业负责人组织班组学习钢筋混凝土施工及验收法律规范,钢筋电渣压力焊、直螺纹连接技术规程等法律规范和熟悉施工图纸
钢筋工长根据施工图及施工进度计划,编制钢筋进场计划
进行压力焊作业的人员必须经过培训,合格后方可上岗
进场钢筋应有出厂质量证明书和试验报告单,并有钢筋炉号标志牌
钢筋检验,每同牌号、同炉罐号、同规格、同交货状态的钢筋 60t 为一批
外观检查,钢筋表面不得有裂纹、结疤和折叠
(2)材料、机具准备材料员根据专业工长的材料进场计划和现场的堆放场地分期进场
钢筋堆放按钢筋级别及直径分别码放,钢筋下浇 3 x 3 间隔 2m 的素砼横梁,按不同规格型号用钢管插入横梁上预留洞内作为隔离用
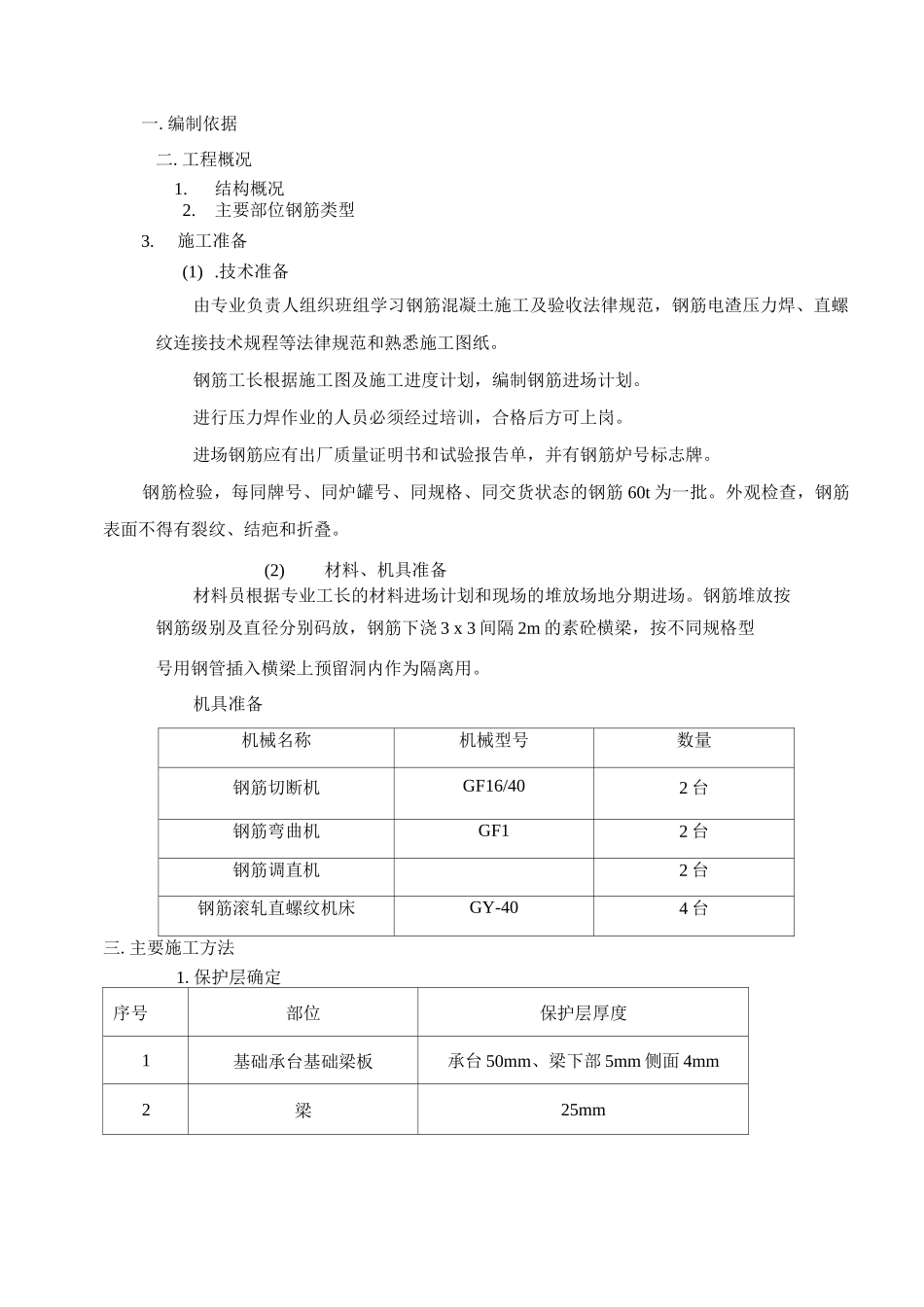
机具准备机械名称机械型号数量钢筋切断机GF16/402 台钢筋弯曲机GF12 台钢筋调直机2 台钢筋滚轧直螺纹机床GY-404 台三
主要施工方法1
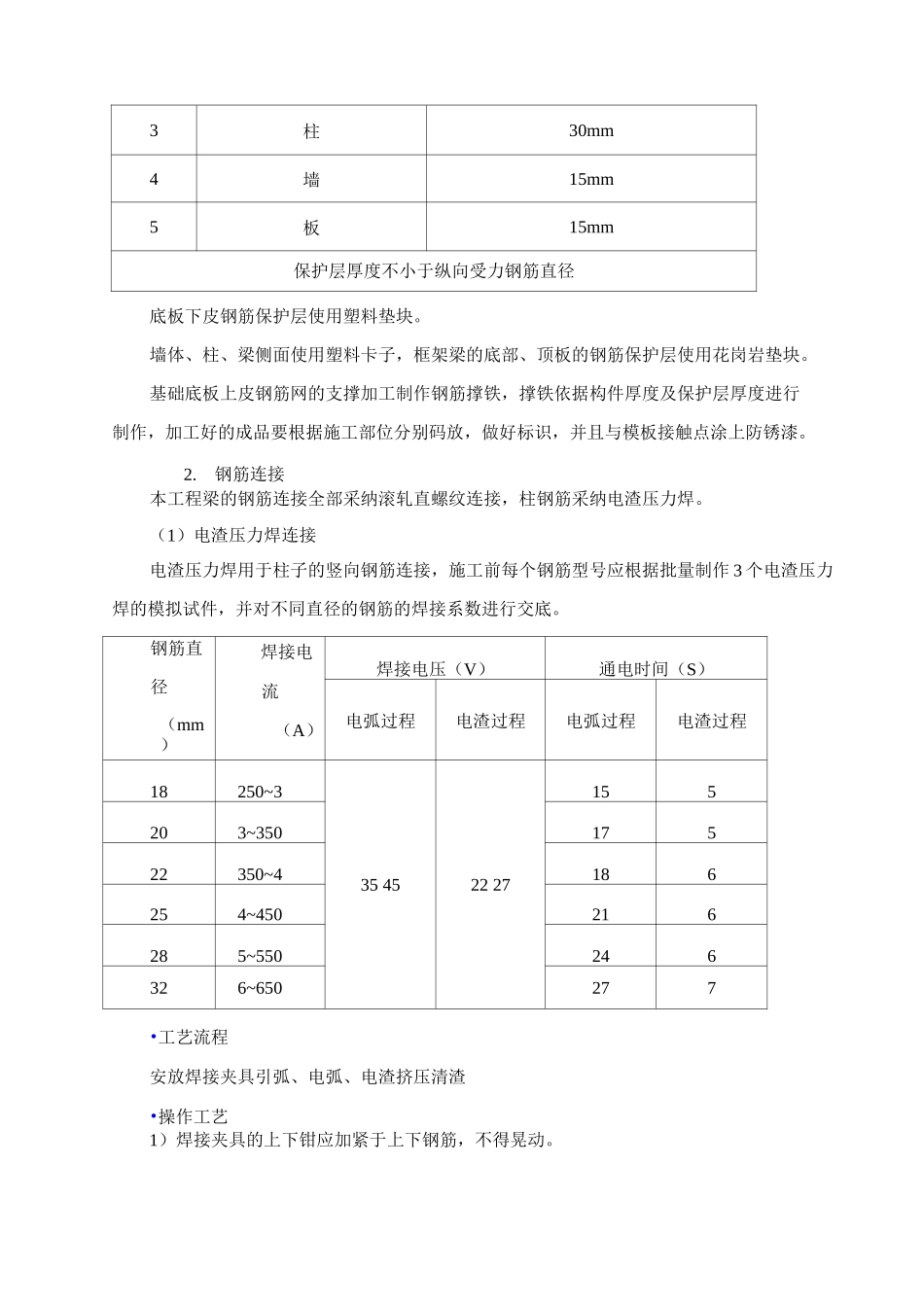
保护层确定序号部位保护层厚度1基础承台基础梁板承台 50mm、梁下部 5mm 侧面 4mm2梁25mm底板下皮钢筋保护层使用塑料垫块
墙体、柱、梁侧面使用塑料卡子,框架梁的底部、顶板的钢筋保护层使用花岗岩垫块
基础底板上皮钢筋网的支撑加工制作钢筋撑铁,撑铁依据构件厚度及保护层厚度进行制作,加工好的成品要根据施工部位分别码放,做好标识,并且与模板接触点涂上防锈漆
钢筋连接本工程梁的钢筋连接全部采纳滚轧直螺纹连接,柱钢筋采纳电渣压力焊
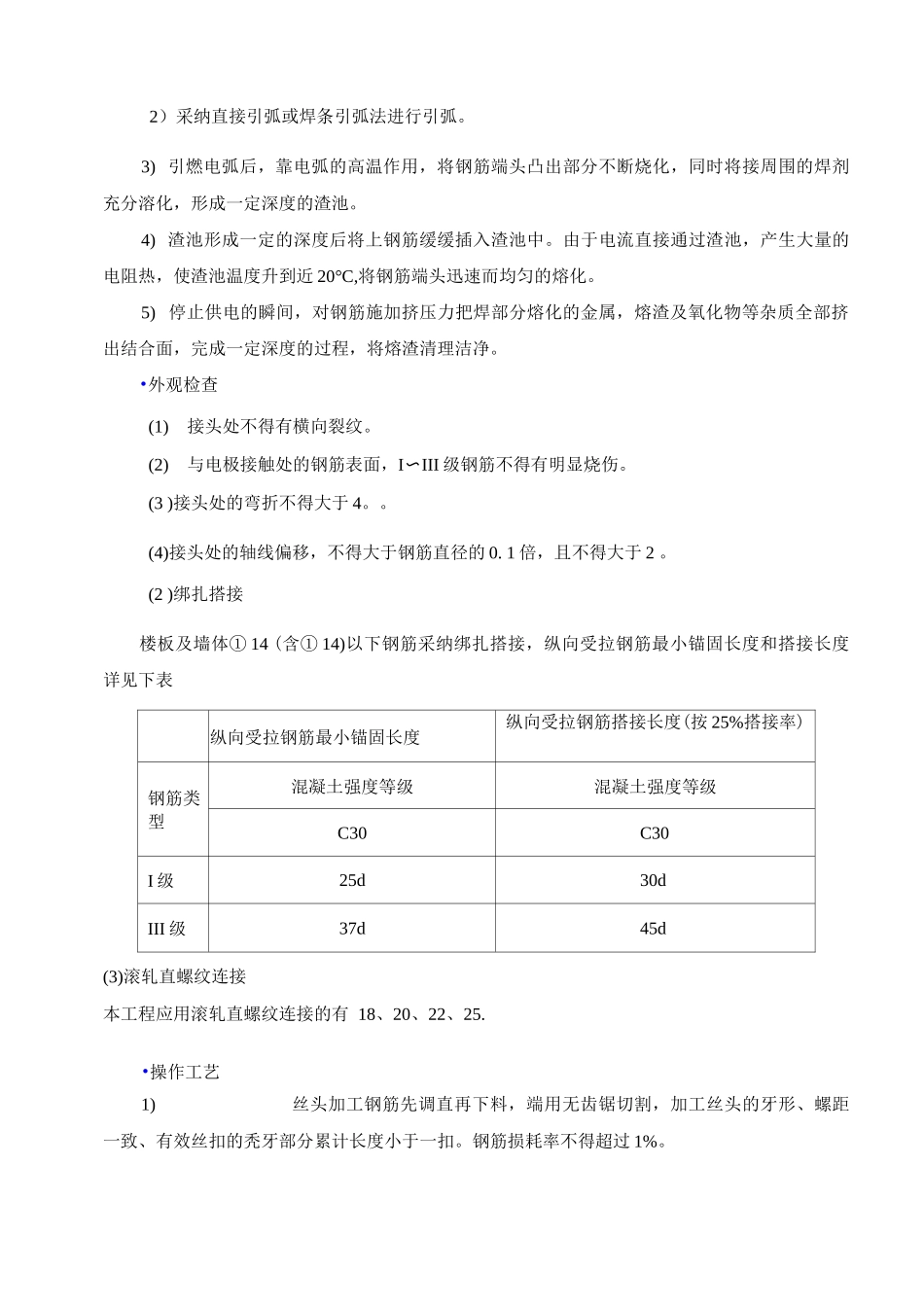
(1)电渣压力焊连接电渣压力焊用于柱子的竖向钢筋连接,施工前每个钢筋型号应根据批量制作 3 个电渣压力焊的模拟试件,并对不同直径的钢筋的焊接系数进行交底
钢筋直径(mm)焊接电流(A)焊接电压(V)通电时间(S)电弧过程电渣过程电弧过程电渣过程18250~335 4522 27155203~35017522350~41862