钢筋电弧焊工艺性试验方案一、工程概况:本 标 段 工 程 位 于 总 干3# 洞 ( 桩 号GX0+000-GX0+97
9、118+659
7~128+726
6),主要包括总干 3#洞主洞约10
1648km、总干 27#、28#、29#3 条施工支洞总长 2225m
27#支洞斜长 877m,坡度 31
6%,进入正洞后承担上游 1743
3m,承担下游2000m;28#支洞斜长 719m,坡度 38
2%,进入正洞后承担上游2142m,承担下游 1266
7m;29#支洞斜长 629,支洞坡度 38
55% ,进入正洞后承担上游 1266
8m,承担下游 1746m
C25 钢筋混凝土工程量约 1
58 万 m3,钢筋约 6900t
二、试验目的: (1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量; (2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式
三、编制的依据: (1)、《水工混凝土施工法律规范》(SL677-2025); (2)、《钢筋焊接及验收规程》(JGJ18-2025);(3)、招投标文件
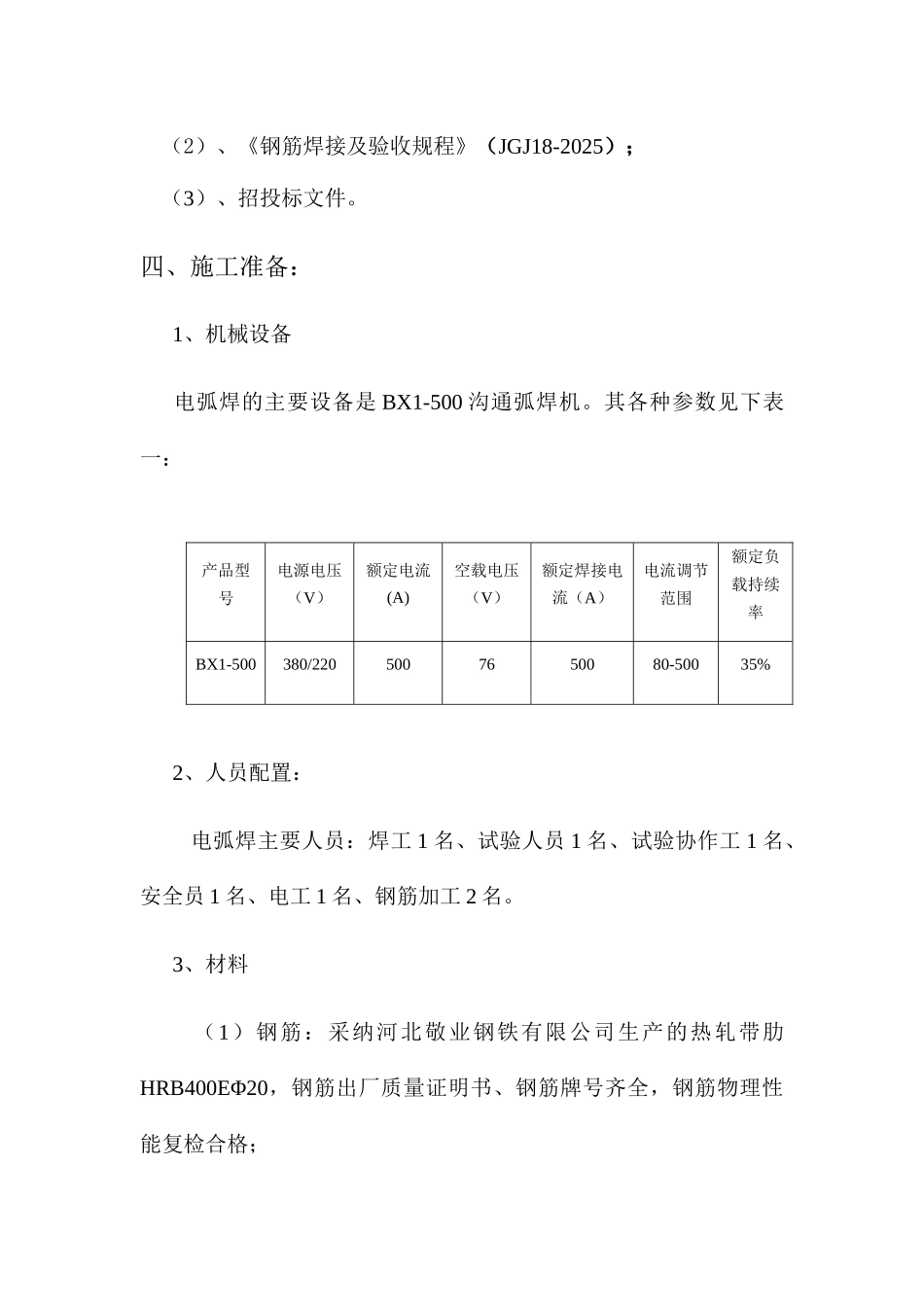
四、施工准备:1、机械设备电弧焊的主要设备是 BX1-500 沟通弧焊机
其各种参数见下表一: 产品型号电源电压(V)额定电流(A)空载电压(V)额定焊接电流(A)电流调节范围额定负载持续率BX1-500380/2205007650080-50035% 2、人员配置: 电弧焊主要人员:焊工 1 名、试验人员 1 名、试验协作工 1 名、安全员 1 名、电工 1 名、钢筋加工 2 名
3、材料(1)钢筋:采纳河北敬业钢铁有限公司生产的热轧带肋HRB400EΦ20,钢筋出厂质量证明书、钢筋牌号齐全,钢筋物理性能复检合格;(2)焊条:根据《钢筋焊接及验收规程》JGJ18-2025 的有关规定,焊条采纳 J502 型
4、作业条件: