钢筋电渣压力焊施工方法钢筋电渣压力焊是将两根钢筋安放成竖向对接形成,利用焊接电流通过两根 钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔 化钢筋,加压完成的一种压焊方法
这种焊接方法比电弧焊节约钢材、工效高、 成本低,适用于现浇钢筋混凝土结构中竖向或斜向(倾斜度在 4: 1 范围内)钢 筋的连接
电渣压力焊在供电条件差、电压不稳、雨季或防火要求高的场合应慎用
一、焊接设备与焊剂电渣压力焊的焊接设备包括:焊接电流、焊接机头、控制箱、焊剂填装盒等, 见图 1
I图 1 钢筋电渣压力焊设备示意图1-上钢筋;2-焊剂盒;3-下钢筋;4-焊接机头;5-焊钳;6-焊接电源;7-控制箱1
焊接电源竖向钢筋电渣压力焊的电源,可采纳一般的 BX 3-5 型与 BX 2-10 型沟通 弧焊机,也可采纳 JSD-6 型与 JSD-10 型专用电源,见表 1
竖向钢筋电渣压力焊电源性能表 1项目单位JSD6JSD10电源电压V380380相数相11输入容量kVA4576空载电压V8078负载持续率%60356035初级电流A116196次级电流A67501012次级电压V22~4522~45焊接钢筋直径mm14~3222~40一台焊接电源可供数个焊接机头交替用电,电缆线与机头的连接采纳插接式,以获得较高的生产效率
空载电压应较高(>75V ),以利引弧
焊接机头焊接机头有杠杆单柱式、丝杆传动双柱式等
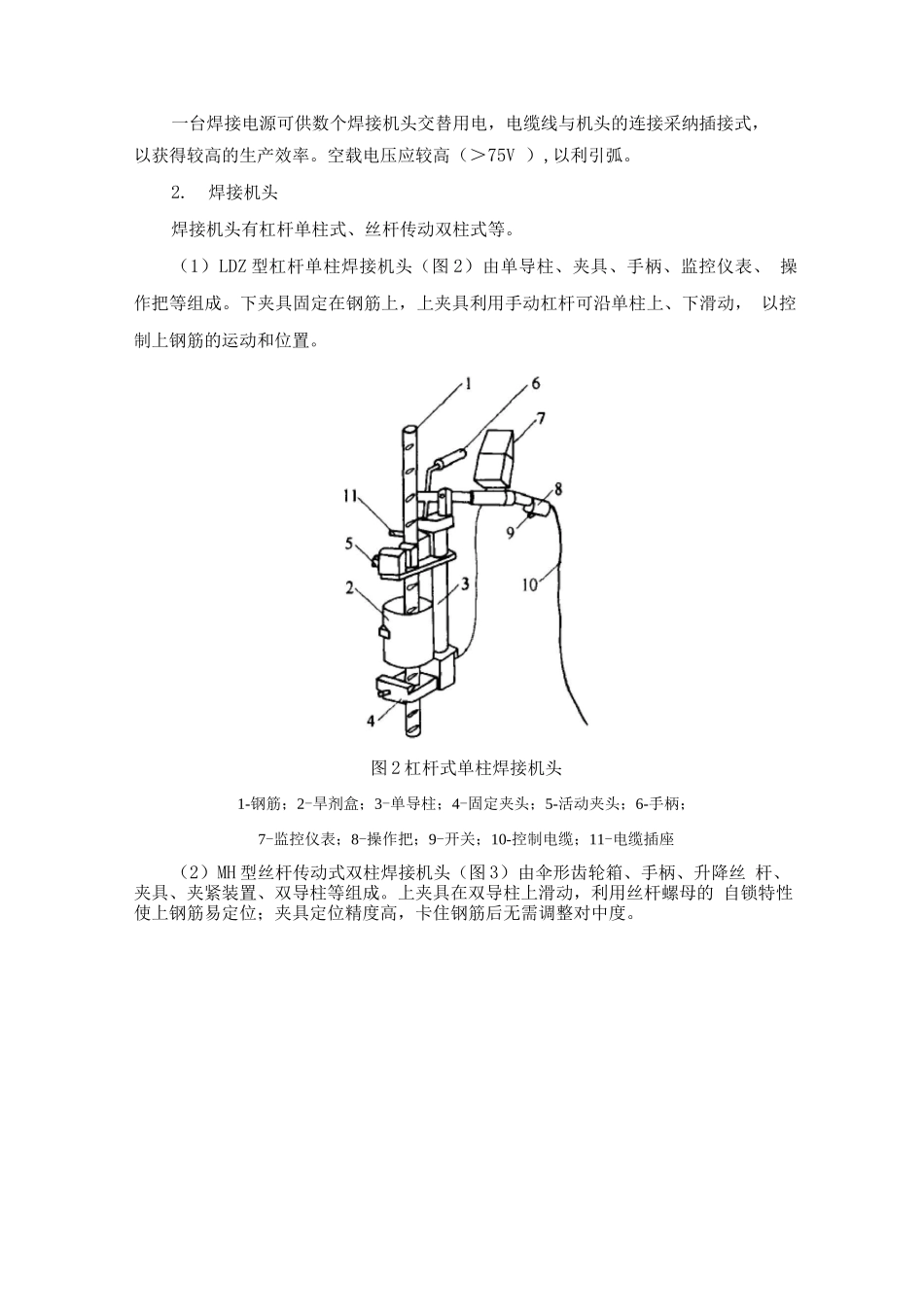
(1)LDZ 型杠杆单柱焊接机头(图 2)由单导柱、夹具、手柄、监控仪表、 操作把等组成
下夹具固定在钢筋上,上夹具利用手动杠杆可沿单柱上、下滑动, 以控制上钢筋的运动和位置
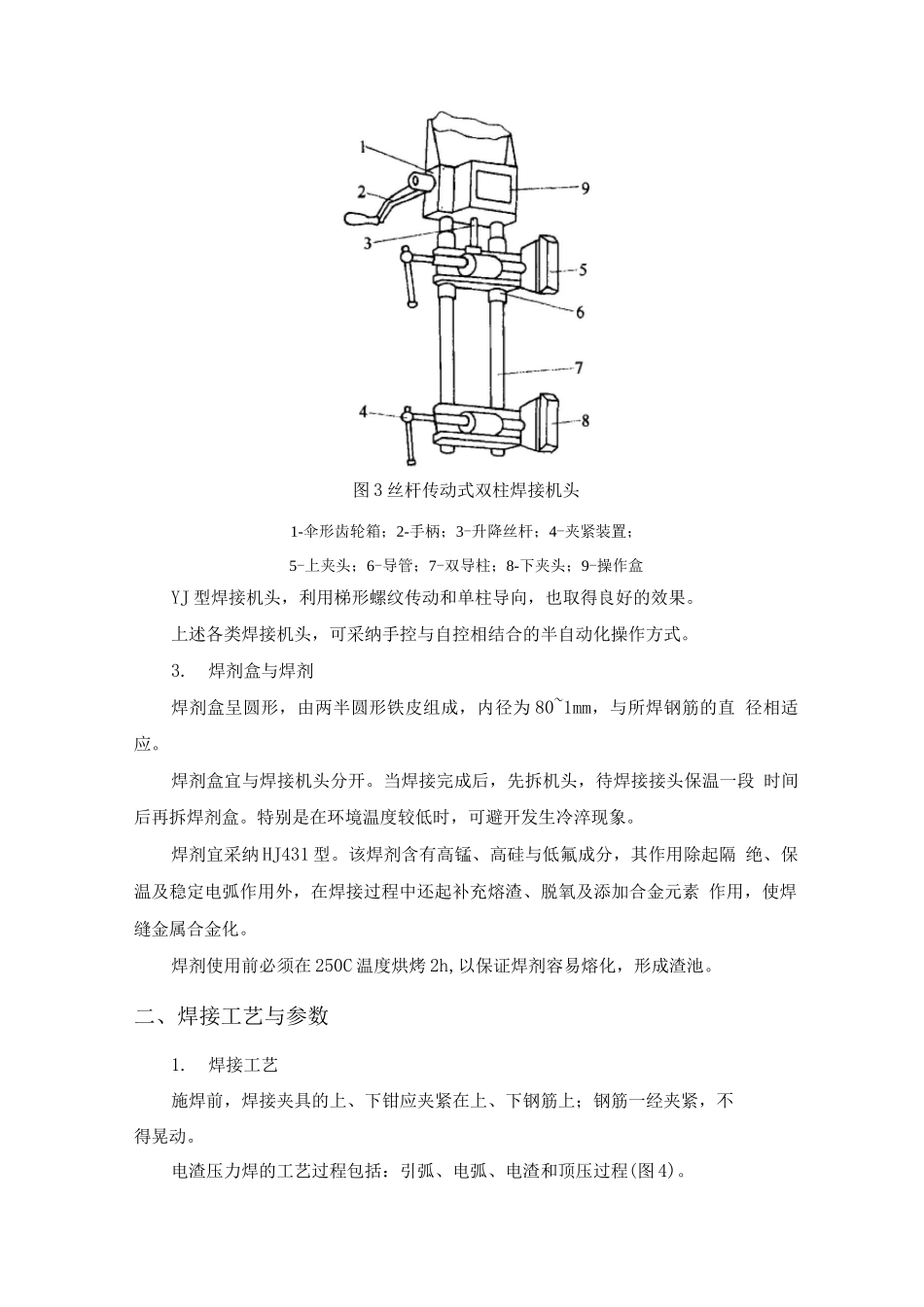
图 2 杠杆式单柱焊接机头1-钢筋;2-旱剂盒;3-单导柱;4-固定夹头;5-活动夹头;6-手柄;7-监控仪表;8-操作把;9-开关;10-控制电缆;11-电缆插座(2)MH 型丝杆传动式双柱焊接机头