钢结构零件及部件加工技术要求一、一般要求1
1 本技术要求适用于钢结构制作中零件及部件的加工
2 零件及部件加工前,应熟悉设计文件和施工详图,应做好各道工 序的工艺准备;并应结合加工的实际情况,编制加工工艺文件
二、放样和号料2
1 放样和号料应根据施工详图和工艺文件进行,宜按实际材料尺 寸采纳全排版,并应按要求预留余量
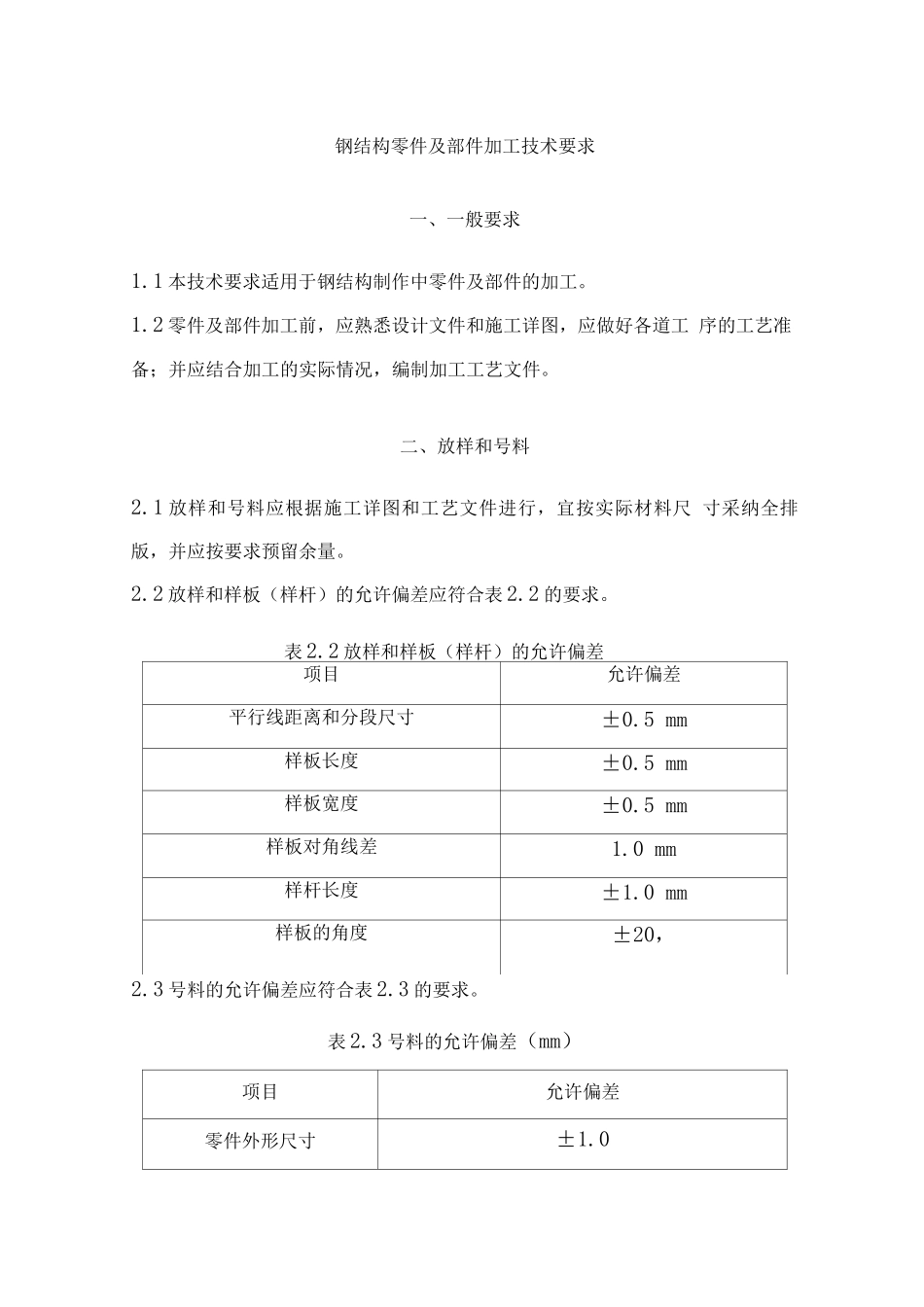
2 放样和样板(样杆)的允许偏差应符合表 2
2 放样和样板(样杆)的允许偏差项目允许偏差平行线距离和分段尺寸±0
5 mm样板长度±0
5 mm样板宽度±0
5 mm样板对角线差1
0 mm样杆长度±1
0 mm样板的角度±20,2
3 号料的允许偏差应符合表 2
3 号料的允许偏差(mm)项目允许偏差零件外形尺寸±1
4 主要零件应根据构件的受力特点和加工状况,按工艺要求的方 向进行号料
5 号料后,零件和部件应按施工详图和工艺要求进行标识
1 钢材切割可采纳气割、机械切割、等离子切割等方法,选用的切 割方法应满足工艺文件的要求
切割后的飞边、毛刺应清理洁净
2 钢材切割面应无裂纹、夹渣、分层等缺陷和大于 1mm 的缺棱
3 气割前钢材切割区域表面应清理洁净
切割时,应根据设备类型、 钢材厚度、切割气体等因素选择适合的工艺参数
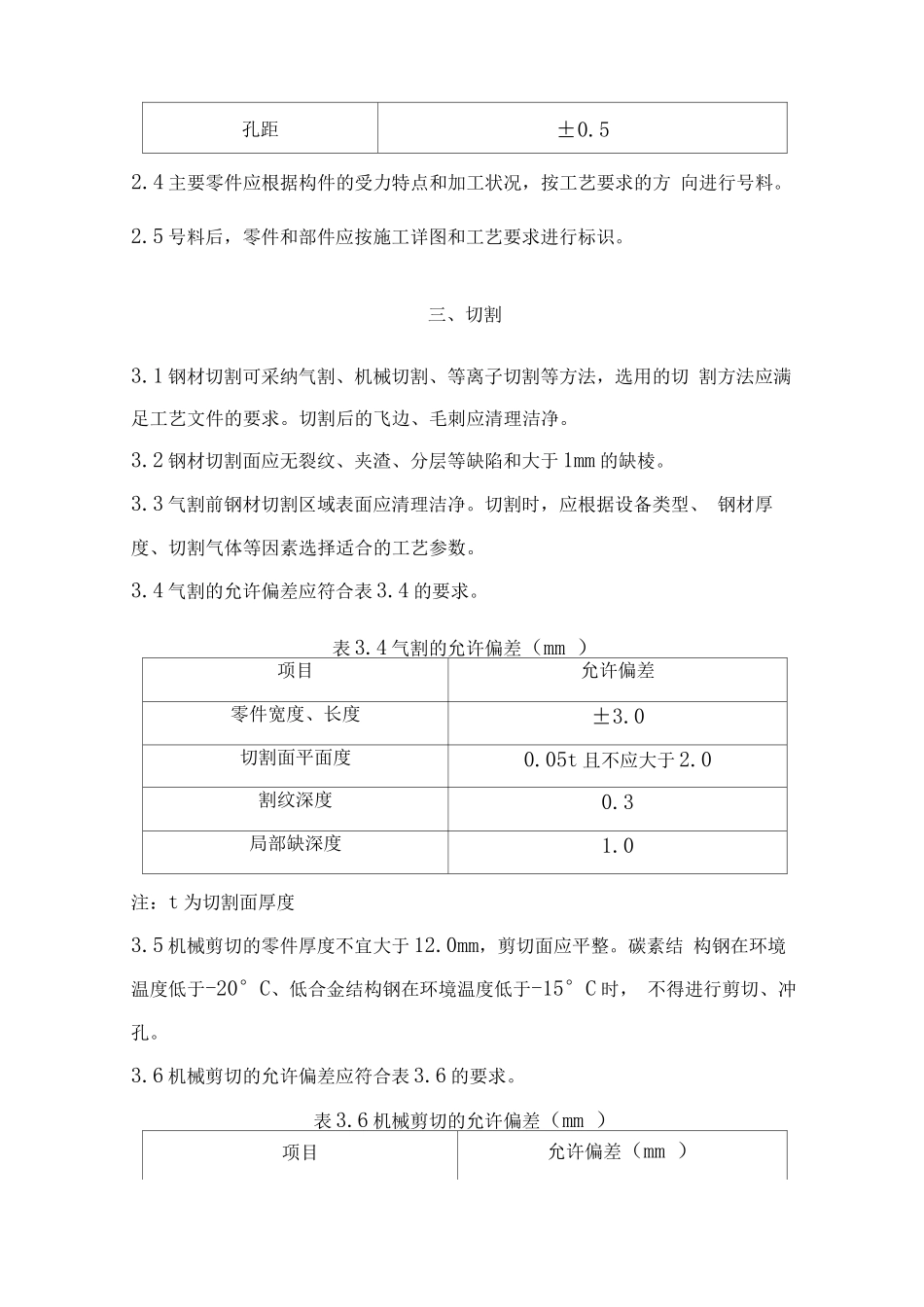
4 气割的允许偏差应符合表 3
4 气割的允许偏差(mm )项目允许偏差零件宽度、长度±3
0切割面平面度0
05t 且不应大于 2
0割纹深度0
3局部缺深度1
0注:t 为切割面厚度3
5 机械剪切的零件厚度不宜大于 12
0mm,剪切面应平整
碳素结 构钢在环境温度低于-20°C、低合金结构钢在环境温度低于-15°C 时, 不得进行剪切、冲孔
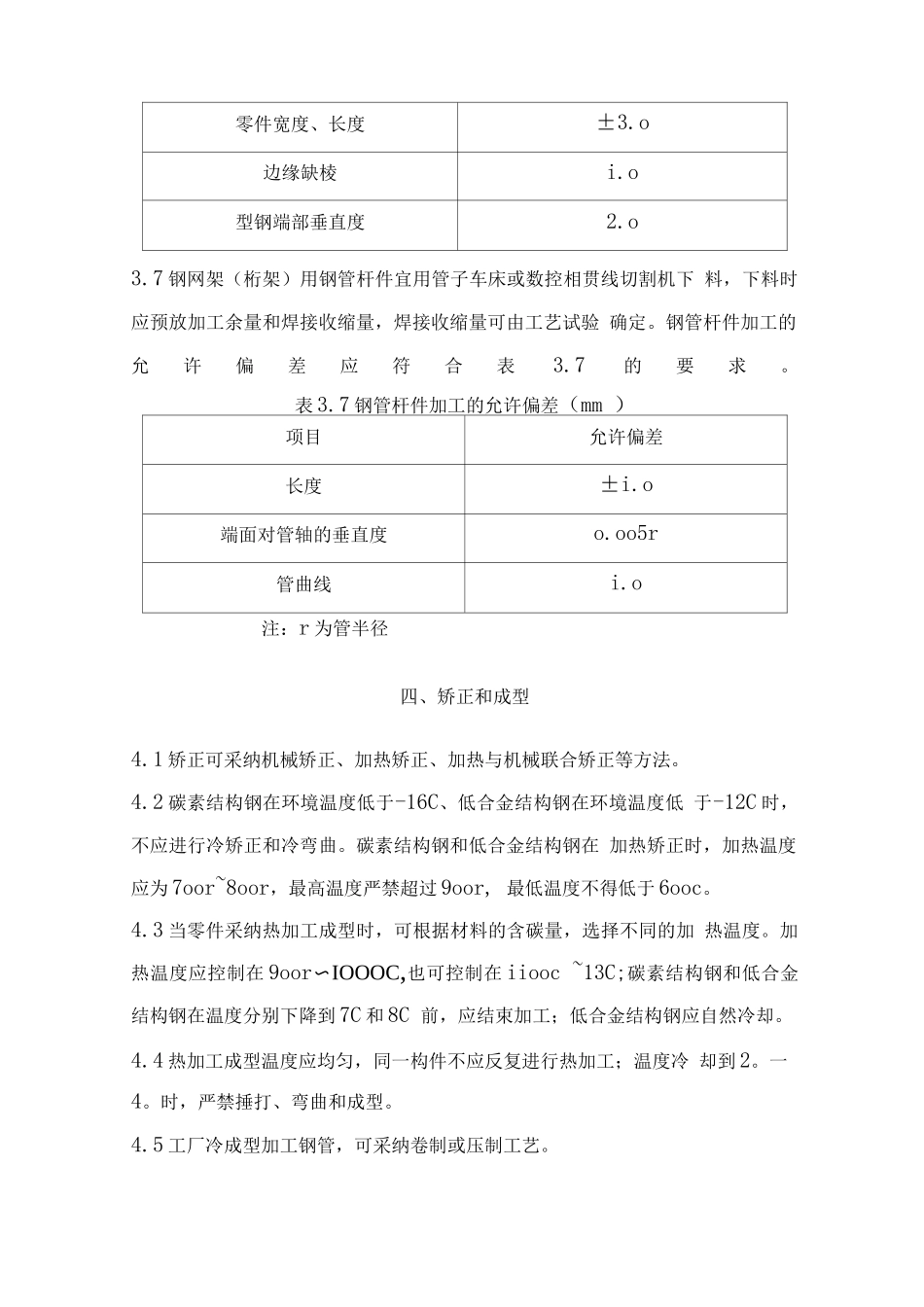
6 机械剪切的允许偏差应符合表 3