钣金加工件检验与喷涂质量检验方案钣金加工件检验1
目的法律规范钣金结构件的检验标准,以使各过程的产品质量得以控制
适用范围本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用
当有冲突时,以技术法律规范和客户要求为准
引用标准本标准的尺寸未注单位皆为 mm,未注公差按以下国标 IT13 级执行GB/T1800
3-1998 极限与配合 标准公差和基本偏差数值表GB/T1800
4 -1998 极限与配合 标准公差等级和孔、轴的极限偏差表GB/1804- 一般公差 未注公差的线性和角度尺寸的公差未注形位公差按 GB/T1184 –1996 形状和位置公差未注公差值执行
原材料检验标准4
1 金属材料4
1 钣材厚度及质量应符合国标,采纳的钣材需出示性能测试报告及厂商证明
2 材料外观:平整无锈迹,无开裂与变形
3 尺寸:按图纸或技术要求执行,本司未有的按现行国标执行
1 塑粉整批来料一致性良好,有出厂证明与检验报告,包含粉号、色号以及各项检验参数
2 试用后符合产品要求(包括颜色、光泽、流平性、附着力等)
3 通用五金件、紧固件4
1 外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好
2 尺寸:按图纸与国标要求,重要尺寸零缺陷
2 性能:试装配与使用性能符合产品要求
3 钣金加工件检验标准5
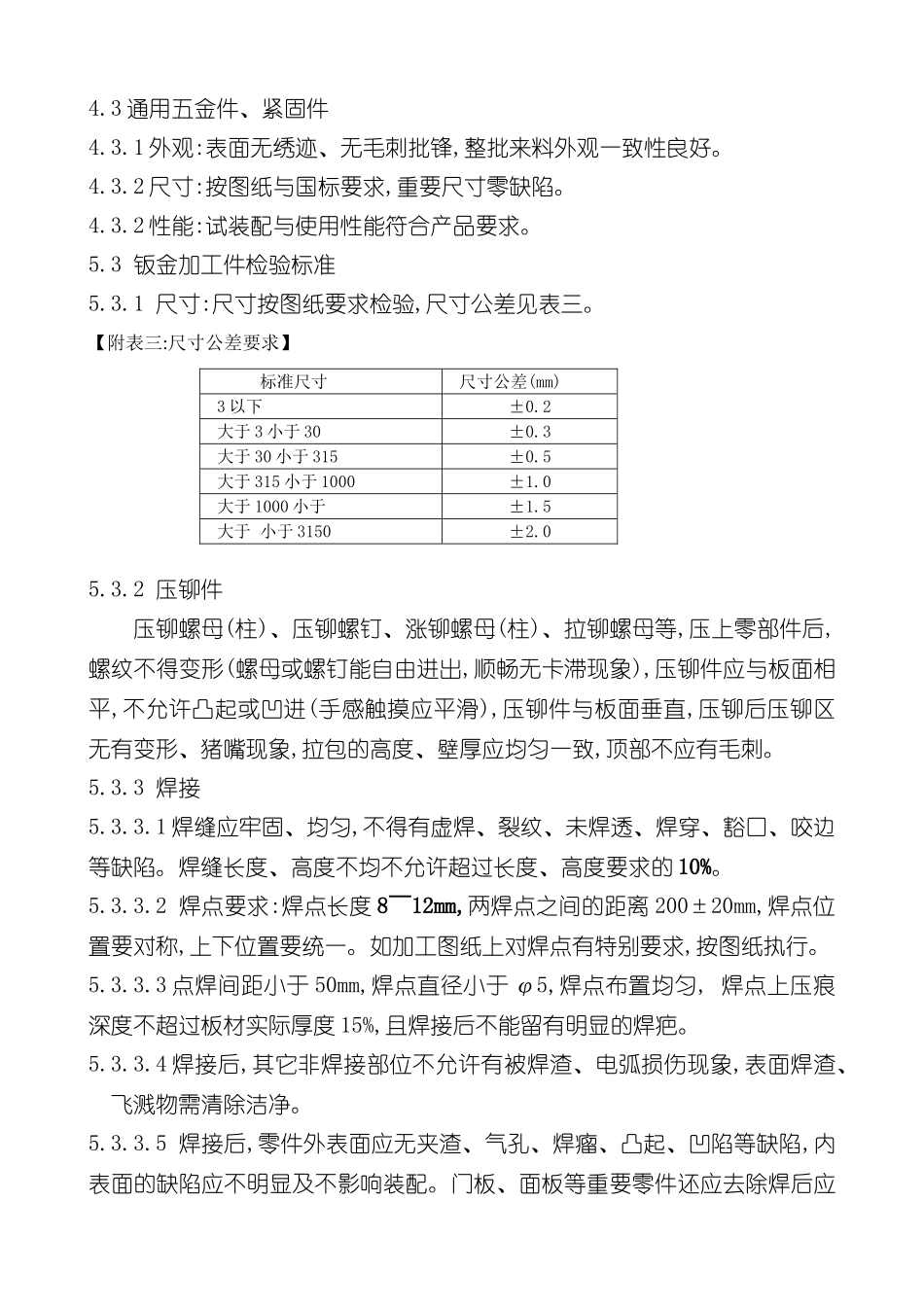
1 尺寸:尺寸按图纸要求检验,尺寸公差见表三
【附表三:尺寸公差要求】 标准尺寸 尺寸公差(mm) 3 以下 ±0
2 大于 3 小于 30 ±0
3 大于 30 小于 315 ±0
5 大于 315 小于 1000 ±1
0 大于 1000 小于 ±1
5 大于 小于 3150 ±2
2 压铆件压铆螺母(柱)、压铆螺钉、涨铆螺母(柱)、拉铆螺母等,压上零部件后,螺纹不得