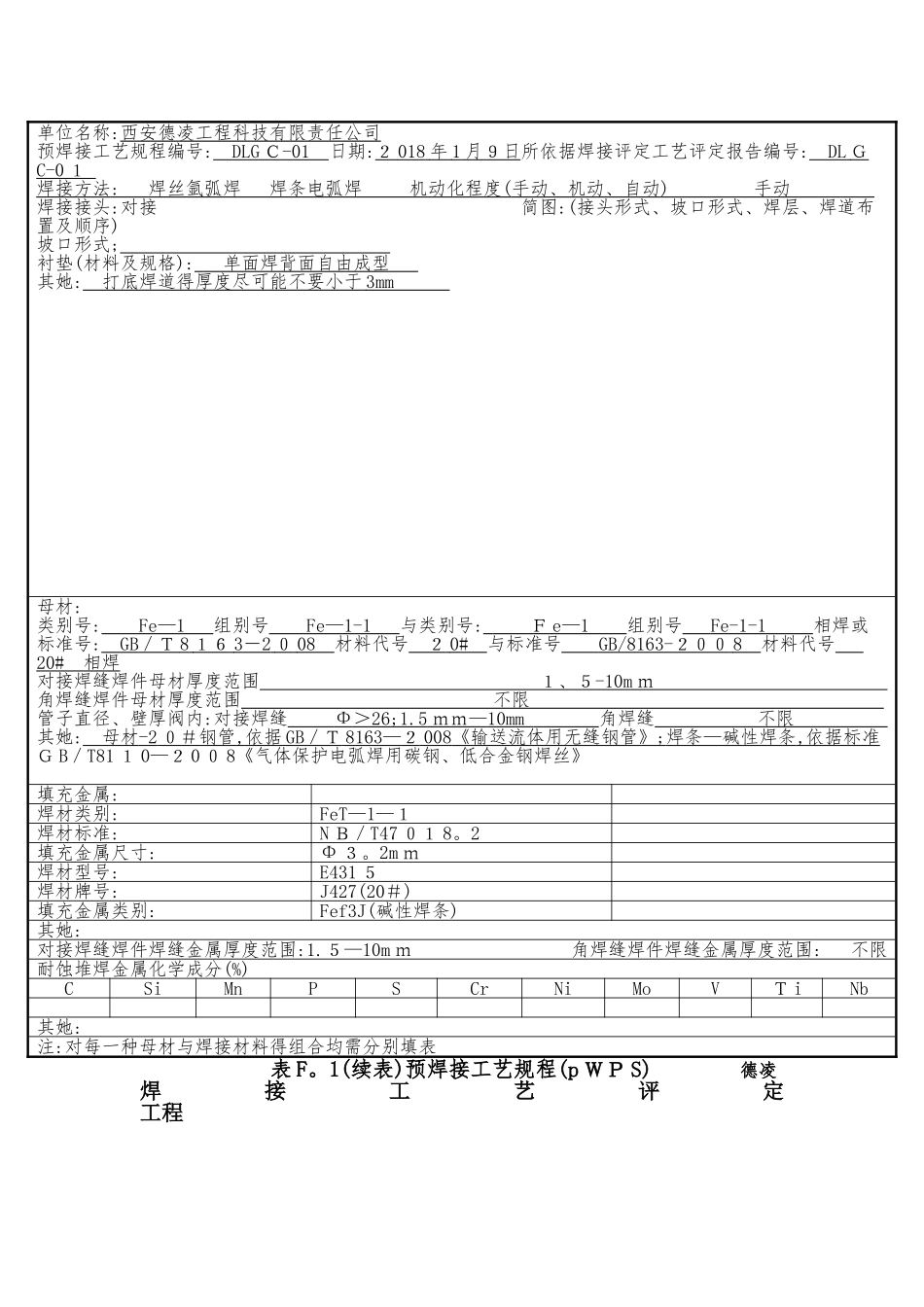
预焊接工艺规程(pWPS)DLGC—01评定项目:管状对接试件规格:Φ 2 19×6m m母材材质:2 0#焊接方法:焊条电弧焊焊接位置:水平固定焊条型号:E4 3 15焊接工艺评定报告(PQ R)DLGC—01西安德凌工程科技有限责任公司2 018 年 01 月表 F、1 预焊接工艺规程(p WP S) 德凌焊接工艺评定 工程单位名称:西安德凌工程科技有限责任公司预焊接工艺规程编号: DLG C -01 日期:2 018 年 1 月9日 所依据焊接评定工艺评定报告编号: DL G C-0 1 焊接方法 : 焊丝氩弧焊 焊条电弧焊 机动化程度 ( 手动、机动、自动 ) 手动 焊接接头:对接 简图:(接头形式、坡口形式、焊层、焊道布置及顺序)坡口形式; 衬垫(材料及规格): 单面焊背面自由成型 其她: 打底焊道得厚度尽可能不要小于 3mm 母材:类别号: Fe—1 组别号 Fe—1-1 与类别号: F e—1 组别号 Fe-1-1 相焊或标准号: GB /T 8 16 3 - 2 0 08 材料代号 2 0# 与标准号 GB/8163- 200 8 材料代号 20# 相焊 对接焊缝焊件母材厚度范围 1、5 -10m m 角焊缝焊件母材厚度范围 不限 管子直径、壁厚阀内:对接焊缝 Φ > 26;1
5 mm— 10mm 角焊缝 不限 其她: 母材 -2 0#钢管 , 依据 GB /T 8163— 2 008 《输送流体用无缝钢管》 ; 焊条—碱性焊条 , 依据标准 G B/T81 1 0—2 0 0 8《气体保护电弧焊用碳钢、低合金钢焊丝》填充金属:焊材类别:FeT—1—1焊材标准:N B/T47 01 8
2填充金属尺寸:Φ 3
2m m焊材型号:E431 5焊材牌号:J427(20#)填充金属类别:Fef3J(碱性焊条)其她:对接焊缝焊件焊缝金属厚度范围:1
5—10m m