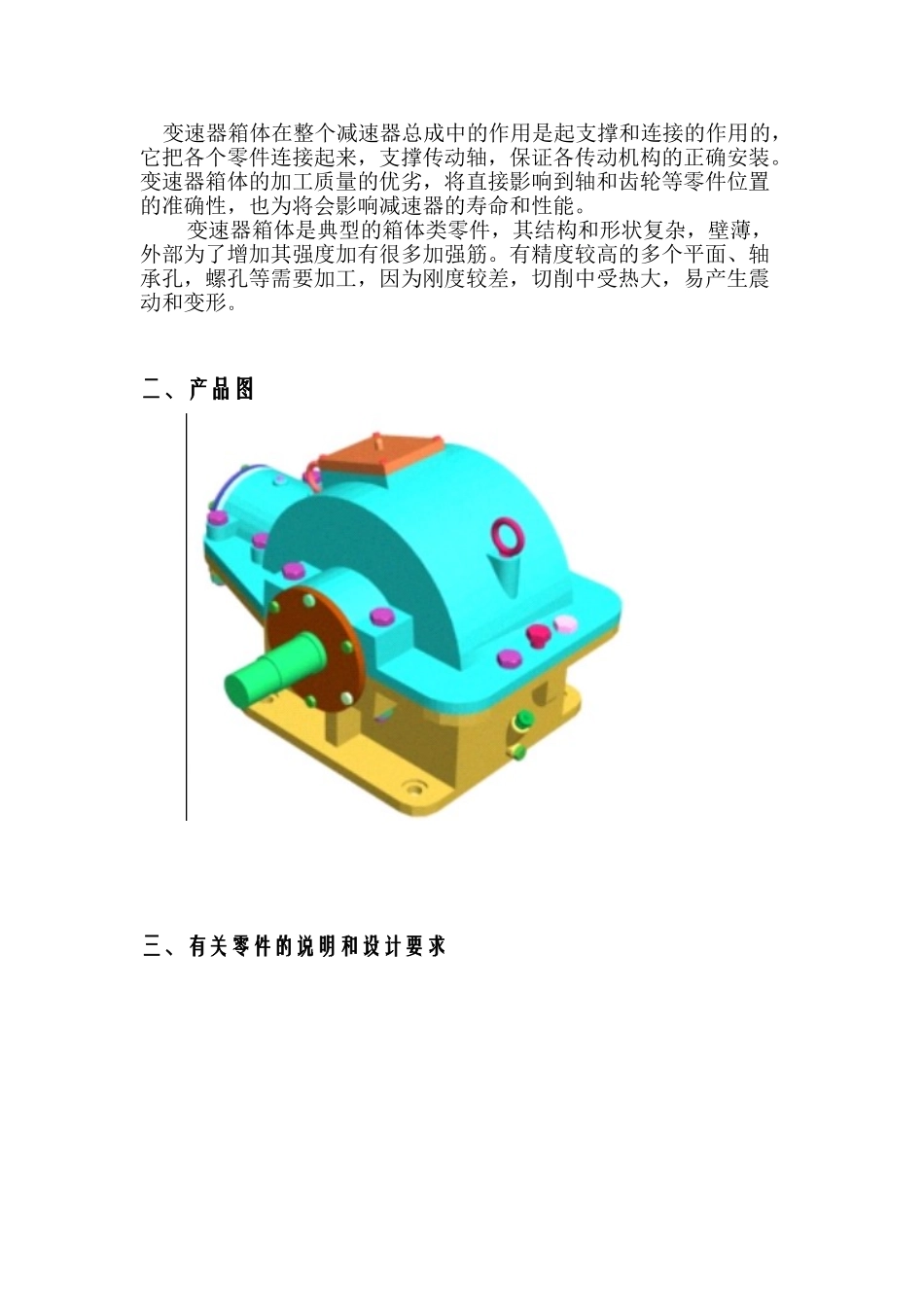
目 录一、 产品的概述二、 产品图三、 有关零件的说明和设计要求四、 计算生产纲领确定生产类型五、 材料的选择和毛坯的制造方法的选择即毛坯图六、 确定加工余量七、 基准的选择和分析八、 加工工作量及工艺手段组合九、 工艺过程:十、 重要工序卡片十一、切削力和加紧力的计算十二、夹具原理图十三、实习心得十四、参考书和参考资料目录一、产品的概述 变速器箱体在整个减速器总成中的作用是起支撑和连接的作用的,它把各个零件连接起来,支撑传动轴,保证各传动机构的正确安装
变速器箱体的加工质量的优劣,将直接影响到轴和齿轮等零件位置的准确性,也为将会影响减速器的寿命和性能
变速器箱体是典型的箱体类零件,其结构和形状复杂,壁薄,外部为了增加其强度加有很多加强筋
有精度较高的多个平面、轴承孔,螺孔等需要加工,因为刚度较差,切削中受热大,易产生震动和变形
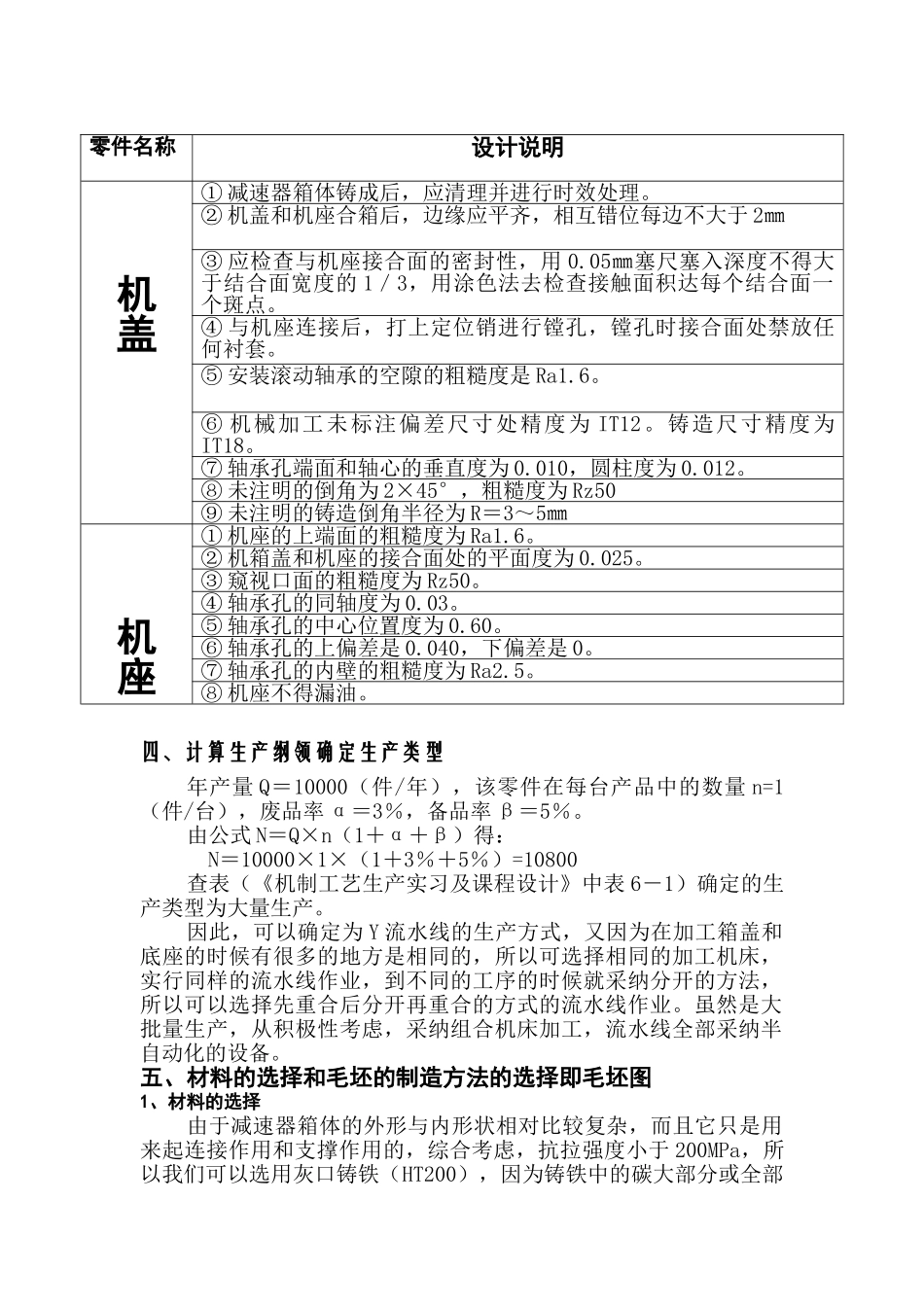
二、产品图三、有关零件的说明和设计要求四、计算生产纲领确定生产类型年产量 Q=10000(件/年),该零件在每台产品中的数量 n=1(件/台),废品率 α=3%,备品率 β=5%
由公式 N=Q×n(1+α+β)得: N=10000×1×(1+3%+5%)=10800查表(《机制工艺生产实习及课程设计》中表 6-1)确定的生产类型为大量生产
因此,可以确定为 Y 流水线的生产方式,又因为在加工箱盖和底座的时候有很多的地方是相同的,所以可选择相同的加工机床,实行同样的流水线作业,到不同的工序的时候就采纳分开的方法,所以可以选择先重合后分开再重合的方式的流水线作业
虽然是大批量生产,从积极性考虑,采纳组合机床加工,流水线全部采纳半自动化的设备
五、材料的选择和毛坯的制造方法的选择即毛坯图1、材料的选择由于减速器箱体的外形与内形状相对比较复杂,而且它只是用来起连接作用和支撑作用的,综合考虑,抗拉强度小于 200MPa,所以我们可以选用灰口铸铁(HT200