《机械制造基础》课程设计 题目:拨叉 零件得机械加工工艺规程设计 班级: 姓名: 学号: 指导老师: 20 13 年 6 月第 1 章 零件分析1、1 零件得工艺分析由图1、1 可知,该材料具有足够得强度、刚度与韧性,适用于承受弯曲应力与冲击载荷作用得工作条件
该拨叉形状特别、结构简单,属典型得叉杆类零件
加工精度要求较高
叉脚两端面在工作中需承受冲击载荷,为增强其耐磨性,该表面要求高频淬火处理,硬度为 48~58HR C;为保证拨叉脚受力均匀,要求叉脚两端面对叉轴孔m m 得垂直度要求为0、05mm
为保证拨叉在叉轴上有准确得位置,拨叉采纳紧固螺钉定位,螺纹孔得尺寸为
拨叉头两端面与叉脚两端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了叉脚端面得接触刚度;m m孔与孔得端面均为平面,可以防止加工过程中钻头钻偏,以保证孔得加工精度;另外,该零件除主要工作表面,拨叉脚两端面、叉轴孔m m,其余表面加工精度均较低,不需要高精度机床加工,通过铣削、钻床、攻丝得粗加工就可以达到加工要求;而主要工作表面虽然加工精度相对较高,但也可以在正常得生产条件下,采纳较经济得方法保质保量地加工出来
由此可见,该零件得工艺性较好
该零件得主要工作表面为拨叉脚两端面与叉轴孔 m m,在设计工艺规程时应重点予以保证
1、2 确定零件得生产类型 由题目可知生产批量 3 0件
1、3 选择毛坯 毛坯为精铸件
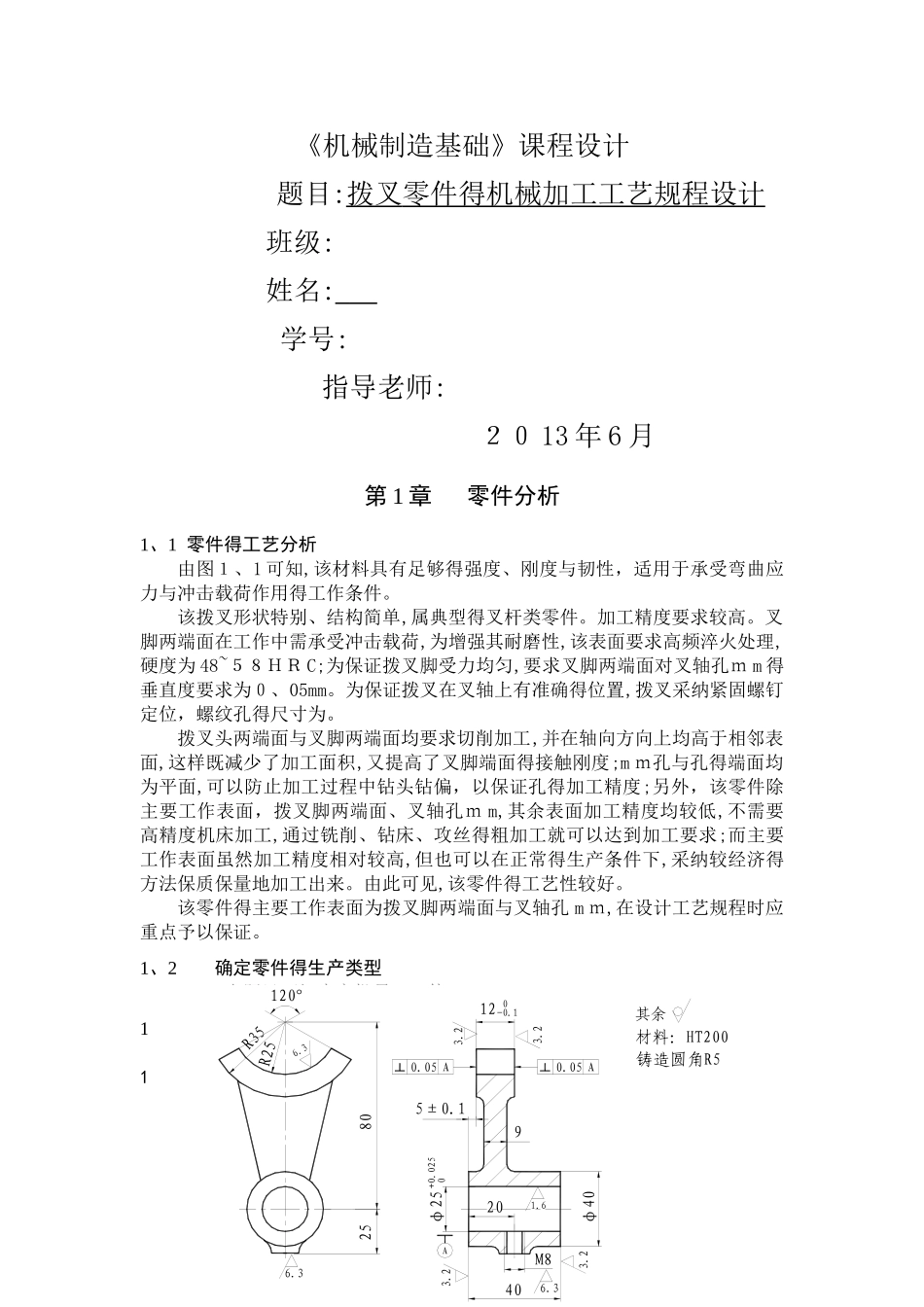
1、4绘制拨叉毛坯简图 如下图 1、1 A 120°80φ25φ40+0
0250M89125±0
05 A 0
05 A 铸造圆角R5材料:HT200其余6
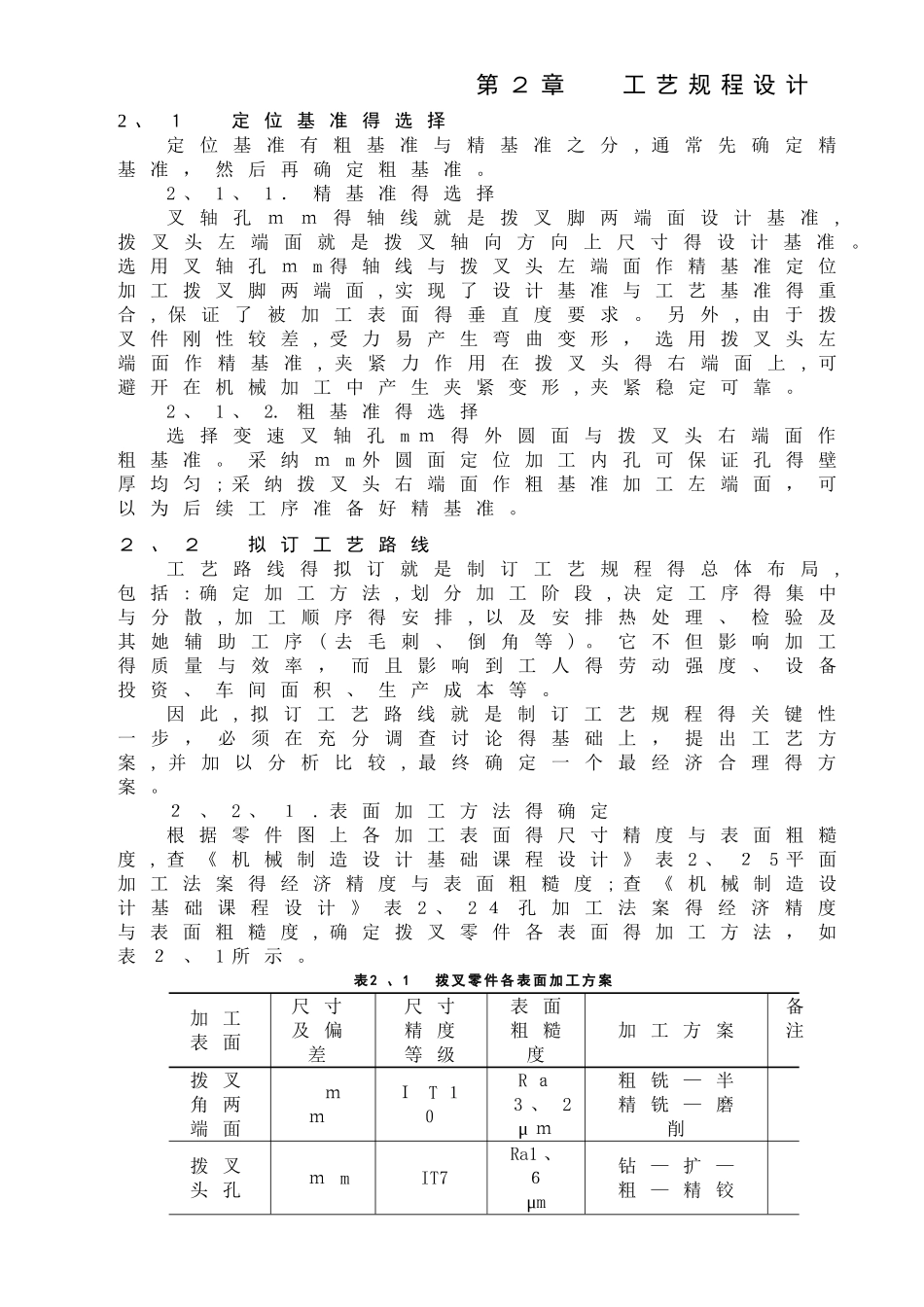
325 第 2 章 工 艺 规 程 设 计2 、 1 定 位 基 准 得 选 择定 位 基 准 有 粗 基 准 与 精 基 准 之 分, 通 常 先