改进零件模具结构吕福玲 新乡职业技术学院 崔建勇 中国航空工业第一一六厂 工程师摘要:线圈架易粘连模具,加工时启模困难,针对材料问题以及零件结构进行技术攻关
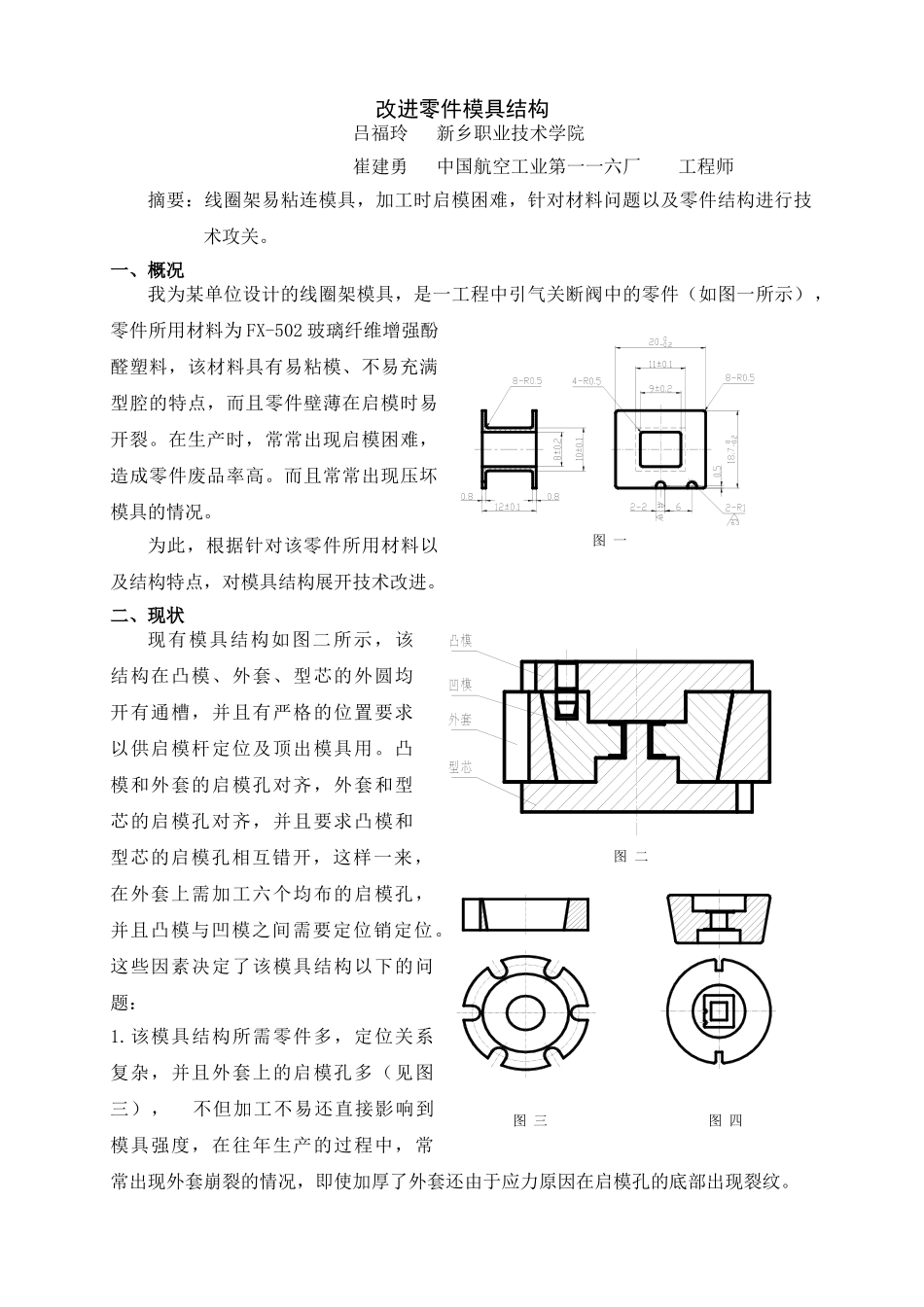
一、概况我为某单位设计的线圈架模具,是一工程中引气关断阀中的零件(如图一所示),零件所用材料为 FX-502 玻璃纤维增强酚醛塑料,该材料具有易粘模、不易充满型腔的特点,而且零件壁薄在启模时易开裂
在生产时,常常出现启模困难,造成零件废品率高
而且常常出现压坏模具的情况
为此,根据针对该零件所用材料以及结构特点,对模具结构展开技术改进
二、现状现有模具结构如图二所示,该结构在凸模、外套、型芯的外圆均开有通槽,并且有严格的位置要求以供启模杆定位及顶出模具用
凸模和外套的启模孔对齐,外套和型芯的启模孔对齐,并且要求凸模和型芯的启模孔相互错开,这样一来,在外套上需加工六个均布的启模孔,并且凸模与凹模之间需要定位销定位
这些因素决定了该模具结构以下的问题:1
该模具结构所需零件多,定位关系 复杂,并且外套上的启模孔多(见图三), 不但加工不易还直接影响到模具强度,在往年生产的过程中,常常出现外套崩裂的情况,即使加厚了外套还由于应力原因在启模孔的底部出现裂纹
图 一图 二图 三图 四2
凸模与凹模之间需用定位销定位,这样一来,在空间有限的哈夫块上还要加工定位销孔,而且还是盲孔
再加料后压制过程中,定位销的轻微偏移就会造成模具损坏
由于启模孔较多,凸模、外套、型芯的定位关系复杂,致使在零件加工过程中常常有因为模具装配时没注意定位关系而将凸模、型芯的定位孔对正,使得压制后需要很费劲的想尽办法脱模
由于凹模与凸模之间没有启模装置,往往造成启模后哈夫块与凸模粘连在一起而无法顺利脱模
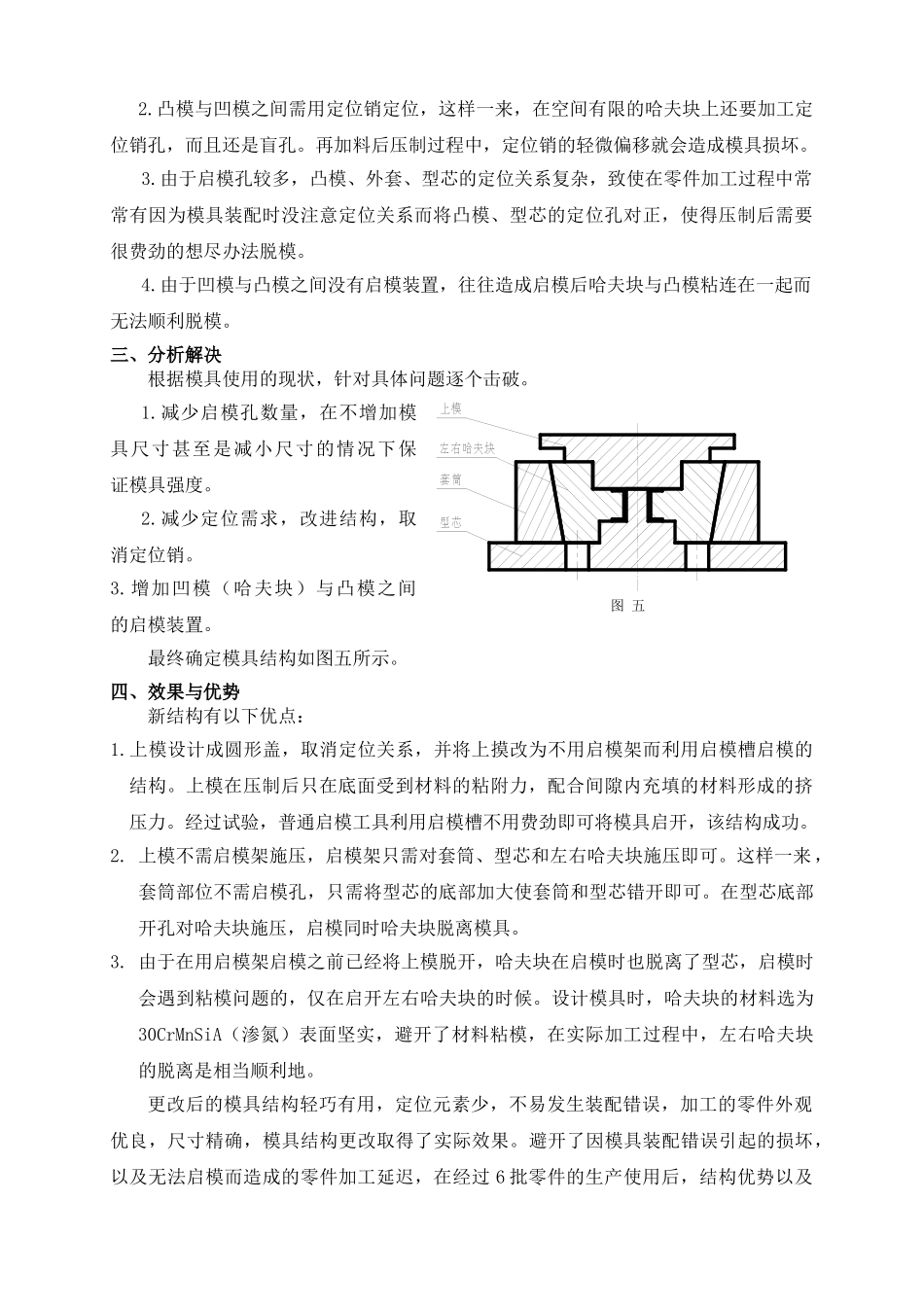
三、分析解决根据模具使用的现状,针对具体问题逐个击破
减少启模孔数量,在不增加模具尺寸甚至是减小尺寸的情况下保证模具强度
减少定位需求,改进