1 编 制 依 据序 号名 称版 次来 源1234567892 工 程 概 况****#3 机组中低压管道包括:汽、水、油、气、烟、风、煤、粉、灰等管道的焊接,设计压力低压 P≤2
45 MPa,中压 P=2
90MPa ,温度 T≤345℃
管道材质为: SA106B、 20 钢、 1Cr18Ni9Ti 10CrMo910、12Cr1MoV、1Cr18Ni9Ti 等,管道设计规格从 Φ25---Φ530,管壁厚度 δ 从 3—14mm
因此,焊接劳动强度大,面比较广,焊接环境有地面组合和高空安装,焊接位置难度增大
由于规格不一,质量检验标准不同,热处理法律规范不一,给实际操作提出严格的要求,为此在工程中要严格根据本作业指导书的要求执行
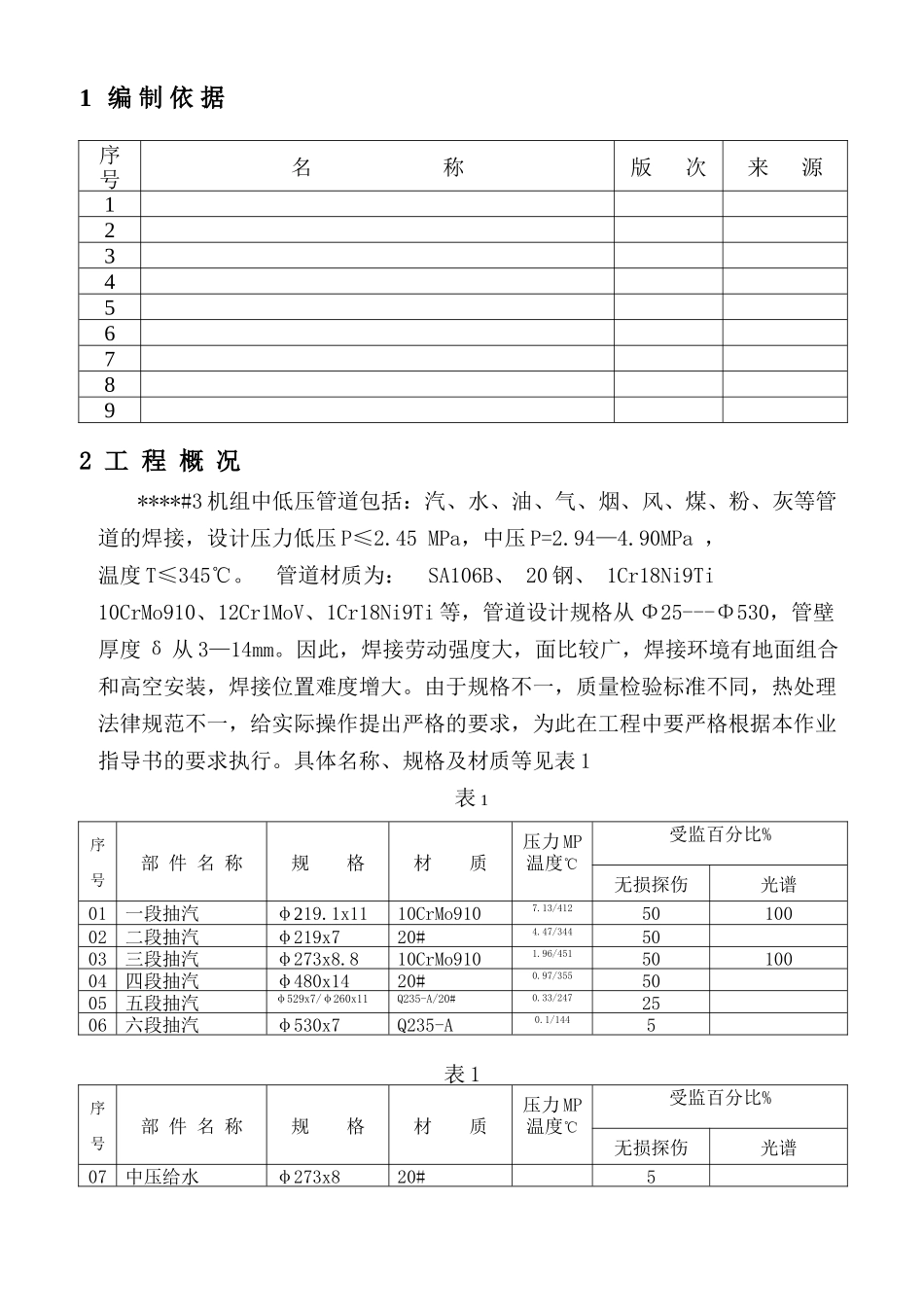
具体名称、规格及材质等见表 1表 1序号部 件 名 称规 格材 质压力 MP温度℃受监百分比%无损探伤光谱01一段抽汽φ219
1x1110CrMo9107
13/4125010002二段抽汽φ219x720#4
47/3445003三段抽汽φ273x8
810CrMo9101
96/4515010004四段抽汽φ480x1420#0
97/3555005五段抽汽φ529x7/φ260x11Q235-A/20#0
33/2472506六段抽汽φ530x7Q235-A0
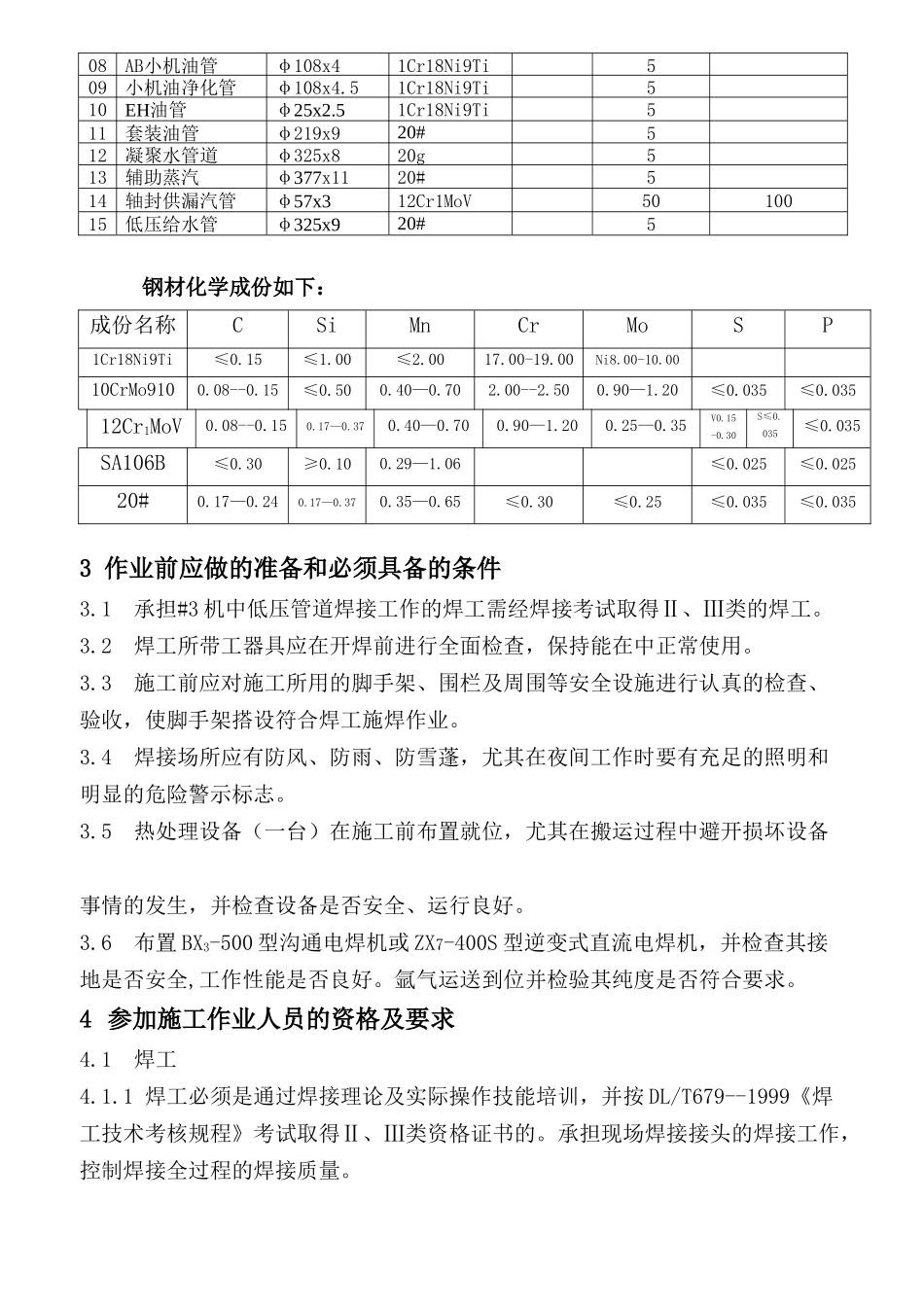
1/1445表 1序号部 件 名 称规 格材 质压力 MP温度℃受监百分比%无损探伤光谱07中压给水φ273x820#508AB小机油管φ108x41Cr18Ni9Ti509小机油净化管φ108x4
51Cr18Ni9Ti510EH油管φ25x2
51Cr18Ni9Ti511套装油管φ219x920#512凝聚水管道φ325x820g513辅助蒸汽φ377x1120#514轴封供漏汽管φ57x312Cr1MoV5010015低压给水管φ325x920#5钢材化学成