热连轧 2#加热炉吊挂炉顶分块跳格施工工法摘要:本文介绍了热连轧 2#加热炉吊挂顶采纳在炉顶钢梁上吊挂锚固砖,将炉顶混凝土分成 60 个小块,跳格施工的方法
1 工程概况 太钢热连轧二号步进式加热炉采纳吊挂平炉顶,炉顶全长 36
3 米、宽 9
4 米,炉顶采纳高温可塑浇注而成,浇注料依靠吊挂在炉顶钢梁上的高铝质锚固砖悬挂于炉顶钢结构上,锚固砖间距 250~300mm,呈行列式排列
炉顶保温采纳两层岩棉板(50mm、30mm 各一层),其上再盖一层 20mm 厚的硅酸铝耐火纤维毡
在炉顶加热段与均热段设有 60 个平焰烧咀
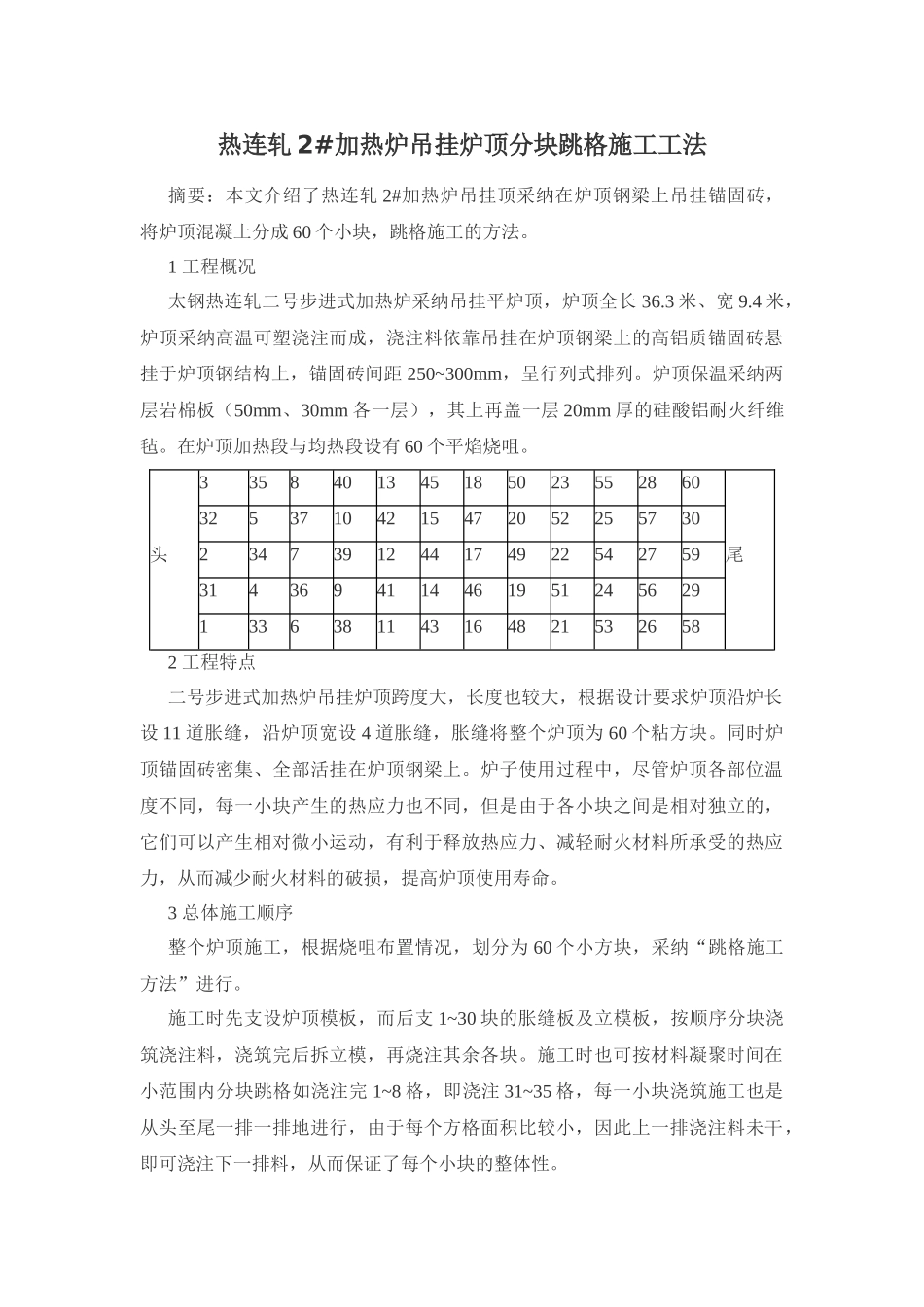
头 3 35 8 40 13 45 18 50 23 55 28 60 尾 32 5 37 10 42 15 47 20 52 25 57 30 2 34 7 39 12 44 17 49 22 54 27 59 31 4 36 9 41 14 46 19 51 24 56 29 1 33 6 38 11 43 16 48 21 53 26 58 2 工程特点 二号步进式加热炉吊挂炉顶跨度大,长度也较大,根据设计要求炉顶沿炉长设 11 道胀缝,沿炉顶宽设 4 道胀缝,胀缝将整个炉顶为 60 个粘方块
同时炉顶锚固砖密集、全部活挂在炉顶钢梁上
炉子使用过程中,尽管炉顶各部位温度不同,每一小块产生的热应力也不同,但是由于各小块之间是相对独立的,它们可以产生相对微小运动,有利于释放热应力、减轻耐火材料所承受的热应力,从而减少耐火材料的破损,提高炉顶使用寿命
3 总体施工顺序 整个炉顶施工,根据烧咀布置情况,划分为 60 个小方块,采纳“跳格施工方法”进行
施工时先支设炉顶模板,而后支 1~30 块的胀缝板及立模板,按顺序分块浇筑浇注料,浇筑完后拆立模,再烧注其余各块
施工时也可按材料凝聚时间在小范围内分块跳格如浇注完 1~8 格,即浇注 31~35 格