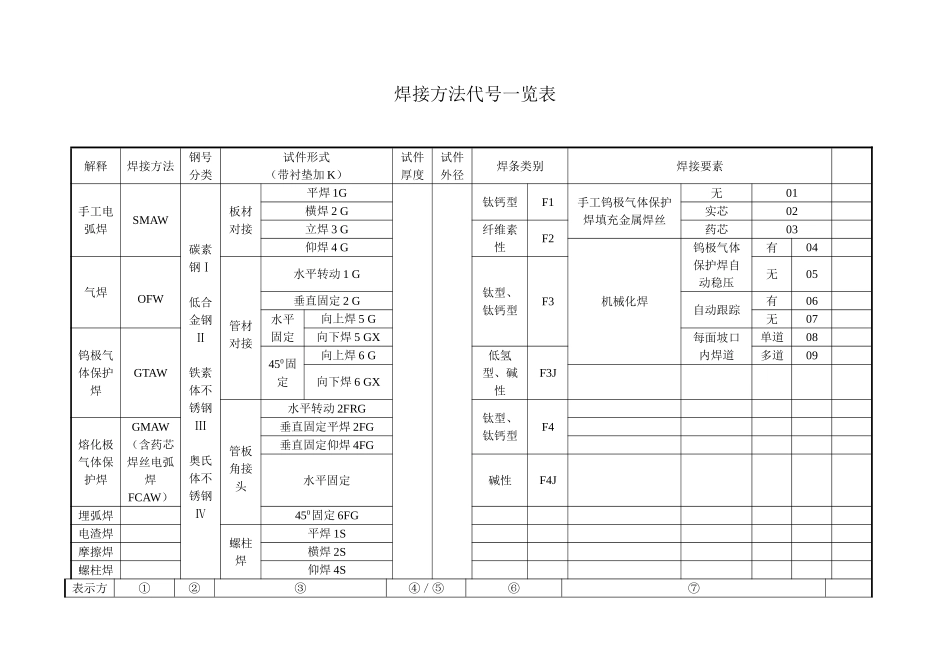
焊接方法代号一览表解释焊接方法钢号分类试件形式(带衬垫加 K)试件厚度试件外径焊条类别焊接要素手工电弧焊SMAW碳素钢Ⅰ低合金钢Ⅱ铁素体不锈钢Ⅲ奥氏体不锈钢Ⅳ板材对接平焊 1G钛钙型F1手工钨极气体保护焊填充金属焊丝无01横焊 2 G实芯02立焊 3 G纤维素性F2药芯03仰焊 4 G机械化焊钨极气体保护焊自动稳压有04气焊OFW管材对接水平转动 1 G钛型、钛钙型F3无05垂直固定 2 G自动跟踪有06水平固定向上焊 5 G无07钨极气体保护焊GTAW向下焊 5 GX每面坡口内焊道单道08450固定向上焊 6 G低氢型、碱性F3J多道09向下焊 6 GX管板角接头水平转动 2FRG钛型、钛钙型F4熔化极气体保护焊GMAW(含药芯焊丝电弧焊FCAW)垂直固定平焊 2FG垂直固定仰焊 4FG水平固定碱性F4J埋弧焊450固定 6FG电渣焊螺柱焊平焊 1S摩擦焊横焊 2S螺柱焊仰焊 4S表示方①②③④/⑤⑥⑦法(例)GTAW-Ⅰ-5 G-3/60-02 SMAW-Ⅰ-5 G(K)-5/60-F3J 表示:氩弧焊打底 3mm,手工焊填充 5mm
φ60×8 钢管 20g