用 PLC 程序控制的数控机床主轴箱试车台装置用 PLC 程序控制的数控机床主轴箱试车台装置 摘要:数控机床主轴箱试车台以 OMRON 的 CP1E-E40DR-A 为控制器,通过 PLC 程序控制可以完成自动换档主轴箱的调试和带离合器主轴箱的调试,而本文主要介绍对自动换档主轴箱的调试,利用PLC 程序控制换档电机,以实现生产线下完成对自动换挡主轴箱的调试
关键词:PLC 程序;自动换档;主轴箱 中图分类号:TG659 文献标识码:A 一、主轴箱试车台自动换挡的 PLC 控制程序 采纳欧姆龙 CP1E-E40DR-A 作为控制器的主轴箱试车台可以利用PLC 程序控制完成自动换档的调试,下面利用 PLC 程序对各个功能做一个简要介绍
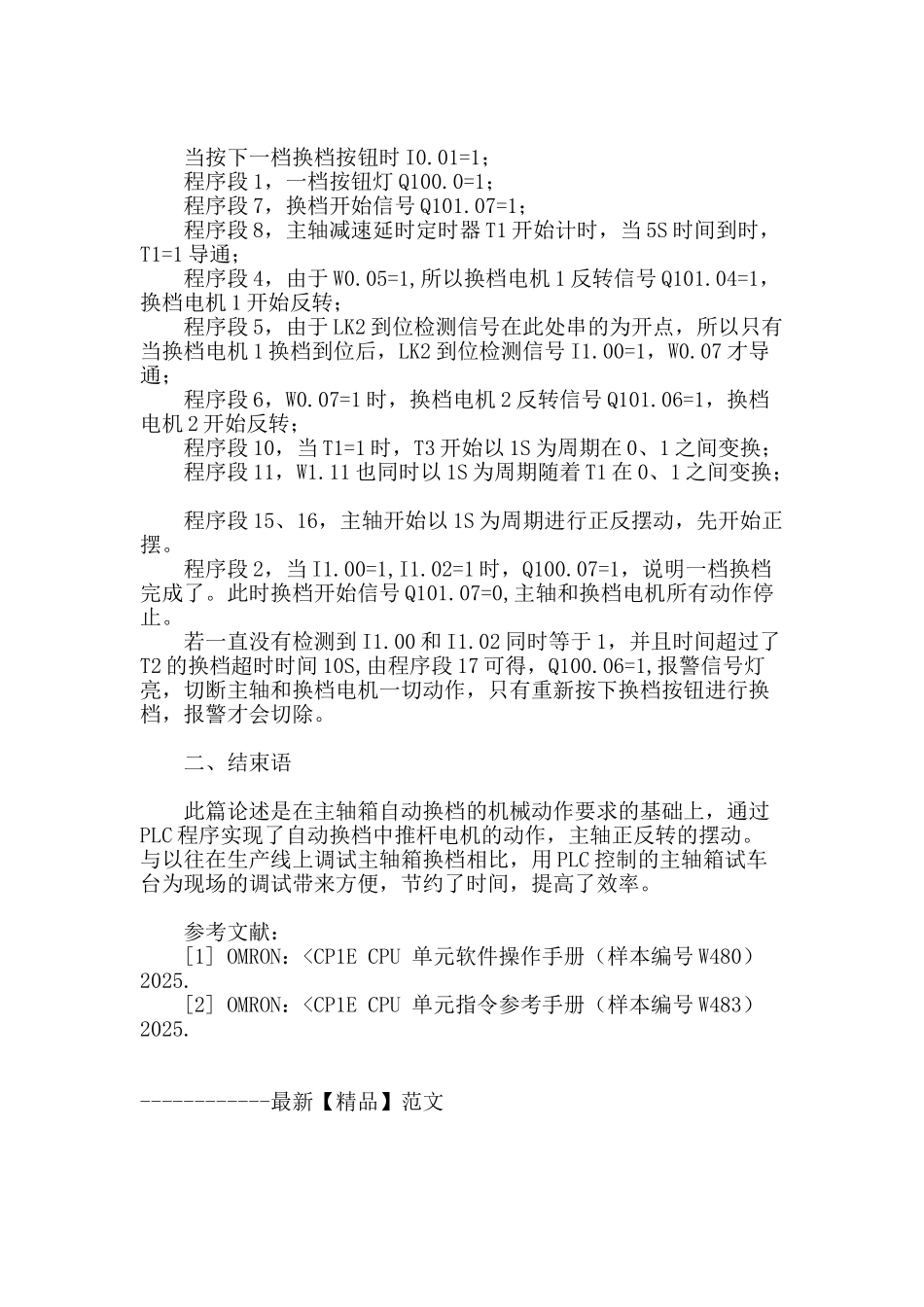
自动换档床头箱如下图所示: (一)换档电机控制程序 换档电机控制程序见图,以上程序中各个信号解释如下: 程序段 1: “I:0
01” 为操作面板上“一档” 按钮连接 PLC 侧的输入信号; “Q100
07”为控制面板上一档信号灯的输出信号,当一档换档到位后,Q100
07 由 0 变为 1,一档换档到位信号灯点亮; “Q100
00”、“Q100
01”、“Q100
02”、“Q100
03”分别为一档至四档按钮灯
“T2”为换档超时定时器,假如在 T2 所设定的时间内仍然没有完成换档,T2 将由 0 变为 1,在此处作用为切断 Q100
程序段 2: “I:1
00” 为自动换挡推杆 1 上的 LK2 位置检测开关信号,当推杆 1 伸缩到位后,I:1
00 信号由 0 变为 1,说明第一个换档推杆到位; “I:1
02” 为自动换挡推杆 2 上的 LK4 位置检测开关信号,当推杆 2 伸缩到位后,I:1
00 信号由 0 变为 1,说明第二个换档推杆到位; 只有当信号 I1
00 和 I1
02 同时为 1 时,一档信号灯