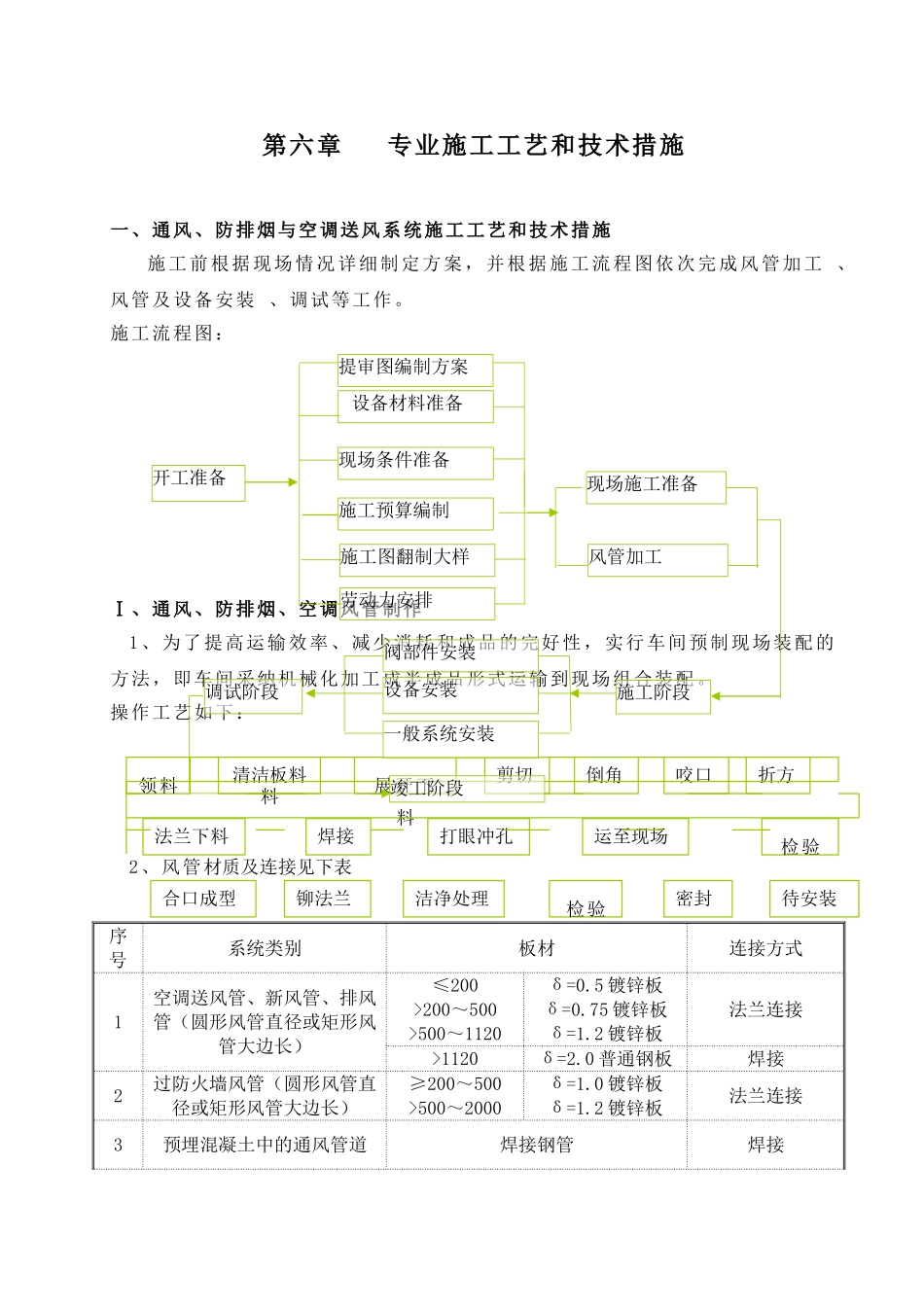
第六章 专业施工工艺和技术措施一、通风、防排烟与空调送风系统施工工艺和技术措施施工前根据现场情况详细制定方案,并根据施工流程图依次完成风管加工 、风管及设备安装 、调试等工作
施工流程图:Ⅰ、通风、防排烟、空调风管制作1、为了提高运输效率、减少消耗和成品的完好性,实行车间预制现场装配的方法,即车间采纳机械化加工成半成品形式运输到现场组合装配
操作工艺如下:2、风管材质及连接见下表序号系统类别板材连接方式1空调送风管、新风管、排风管(圆形风管直径或矩形风管大边长)≤200>200~500>500~1120δ=0
5 镀锌板δ=0
75 镀锌板δ=1
2 镀锌板法兰连接>1120δ=2
0 普通钢板焊接2过防火墙风管(圆形风管直径或矩形风管大边长)≥200~500>500~2000δ=1
0 镀锌板δ=1
2 镀锌板法兰连接3预埋混凝土中的通风管道焊接钢管焊接领料清洁板料料展开下料打眼冲孔法兰下料运至现场洁净处理合口成型剪切倒角咬口折方检验检验密封待安装焊接铆法兰施工图翻制大样劳动力安排施工阶段设备安装阀部件安装调试阶段提审图编制方案开工准备现场施工准备风管加工现场条件准备施工预算编制 设备材料准备一般系统安装竣工阶段4消防排烟风管δ=1
0,普通钢板焊接或法兰连接3 、 金 属 矩 形 风 管 边 长 >630mm , 保 温 风 管 边 长 >800mm 时 , 且 管 段 长 度 大 于1250mm 或低压风管单边平面积大于 1
2 平方米、中、高压风管大于 1
0 平方米,均应有加固措施
4、假如风管中增加一道支撑隔板,材料厚度与风管相同
风管的支管与干管相接处为三通分路,当支管与干管的底面(或顶面)相距 1
5mm 时,可采纳满焊或翻边间断焊
矩形风管法兰用 镀锌铆 钉 铆固,法兰在铆固前 先除锈再刷樟丹两 道,矩形风管咬口处应严密、平整、无毛刺
7、通风管道