单机架可逆式冷轧机组施工工法 前言****工程,单机架可逆式冷轧机组由法国奥钢联 VAI CLECIM 总体设计,电机部分由日本三菱设计,施工技术标准依据国家现行法律规范、规程、标准;法国奥钢联 VAI CLECIM 设计标准;日本三菱设计标准;GB/T9002-ISO9002 质量标准;并结合以往施工同类工程经验以及我公司施工能力、技术装备状况制定
单机架可逆式冷轧机组特点:单机架可逆式冷轧机组的最大轧制速度为 1250m/min
这个速度足以在 270 天内生产 60 万吨产品
年产量一般为 30~40 万吨/年,最高达 80 万吨/年
目前现代化的可逆式冷轧机主要是在提高轧制速度,增大带卷重量,减少轧制道次和提高轧制作业率等方面来提高轧机的生产能力
现代单机架可逆式冷轧机实现了自动控制,提高了设备和操作的可靠性,减少了停工时间,从而提高了作业率
此外,现代化单机架可逆式冷轧机操作灵活,与双机架和连续式冷轧机比较,相互影响小,因而轧机作业率比串列式和连续式冷轧机提高 4%~10%
1.施工特点 轧机牌坊外形尺寸大,重量重,分片并采纳卧式运输
进入轧机车间后利用车间内 80/20T 天车翻身;单片牌坊吊装时,吊点设置困难,需制作特别吊装工具,另外,受厂房空间高度的限制,吊装的难度很大
单机架可逆式冷轧机组部件较多而且位置紧凑,工序安排合理、紧凑,穿插适宜,从而保证了施工工期和施工效率
2.适用范围本工法适用于:单机架可逆式冷轧机组安装工程3.工艺原理冷轧生产线工艺设备主要由开卷区设备、轧机入口设备即入口卷取设备、轧机设备、轧机出口设备即出口卷取设备、轧机附属设备五个部分构成
轧机底座、牌坊、横梁、轨道安装
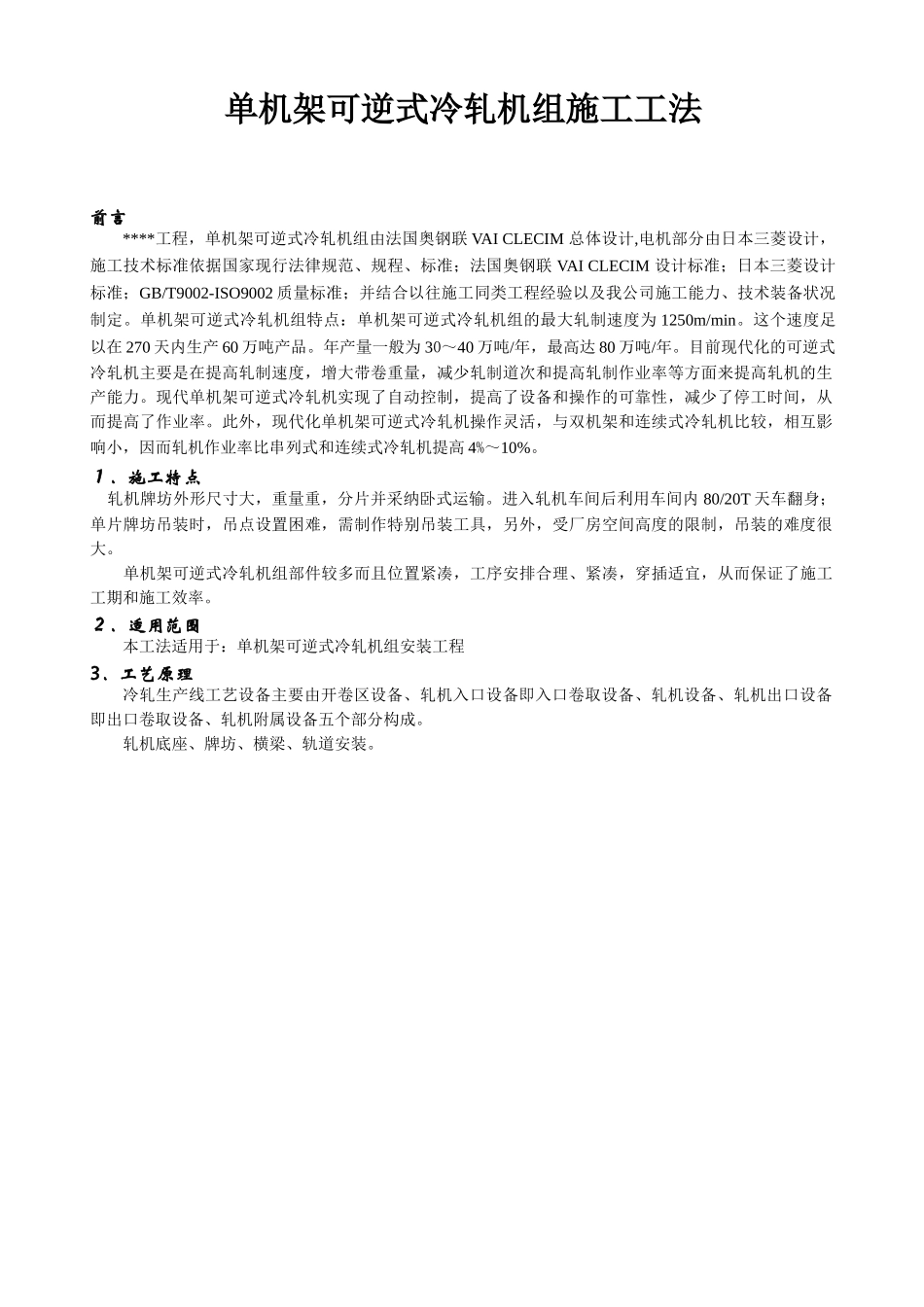
4.施工工艺流程5.安装施工工艺5
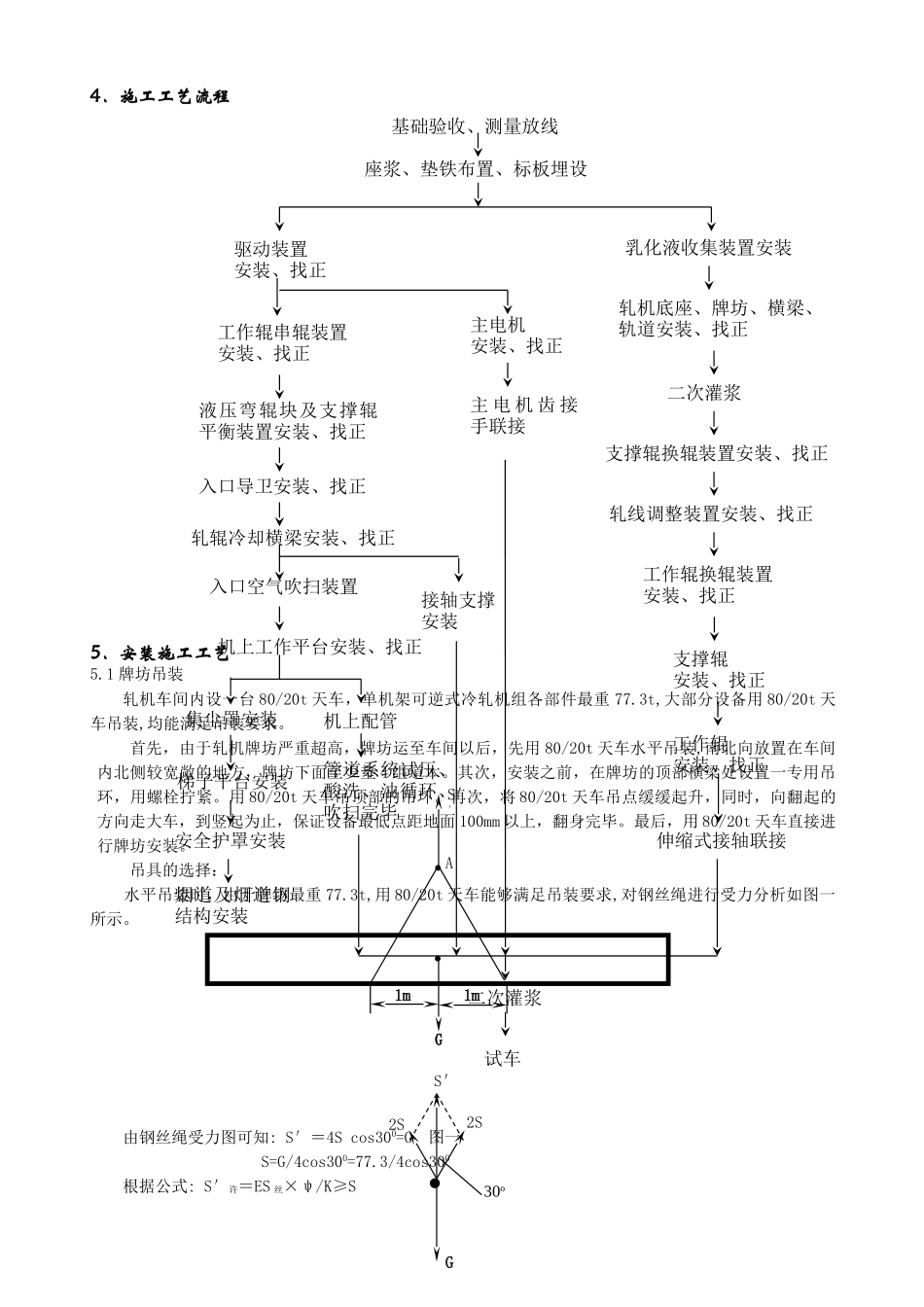
1 牌坊吊装轧机车间内设一台 80/20t 天车,单机架可逆式冷轧机组各部件最重 77
3t,大部分设备用 80/20t 天车吊装,