**烟草现场安装焊接工艺**烟草工程现场安装焊接量较大,又逢冬季施工,环境温度低,焊接难度较大
为保证现场的焊接施工质量,制定此焊接工艺方案
施工人员必须遵照执行
一、 焊接部位:1、上节柱与下节柱的对接接头;2、钢梁与钢柱的对接接头
3、钢梁上的栓钉焊接
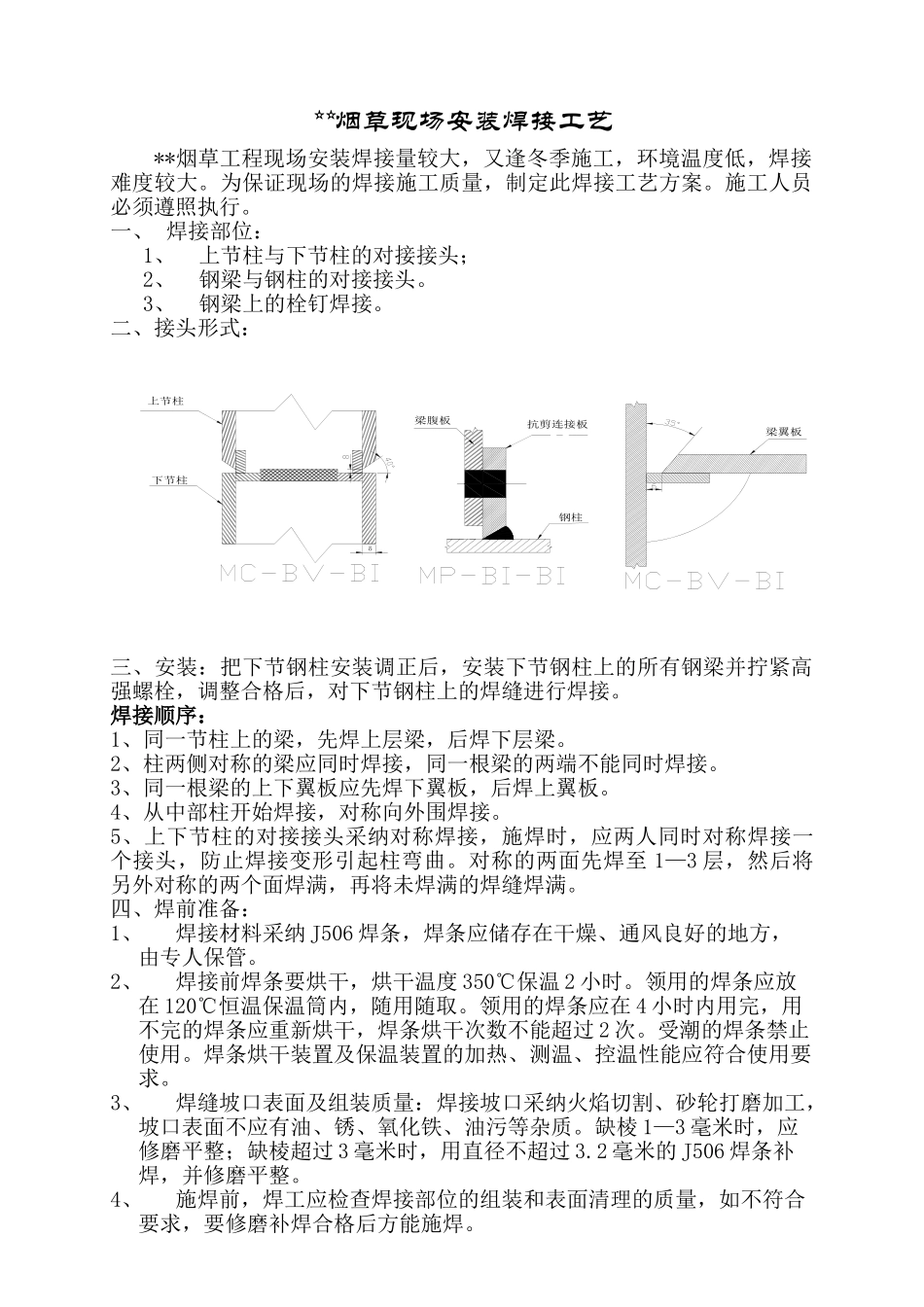
二、接头形式: 下节柱上节柱钢柱梁翼板抗剪连接板梁腹板δ三、安装:把下节钢柱安装调正后,安装下节钢柱上的所有钢梁并拧紧高强螺栓,调整合格后,对下节钢柱上的焊缝进行焊接
焊接顺序:1、同一节柱上的梁,先焊上层梁,后焊下层梁
2、柱两侧对称的梁应同时焊接,同一根梁的两端不能同时焊接
3、同一根梁的上下翼板应先焊下翼板,后焊上翼板
4、从中部柱开始焊接,对称向外围焊接
5、上下节柱的对接接头采纳对称焊接,施焊时,应两人同时对称焊接一个接头,防止焊接变形引起柱弯曲
对称的两面先焊至 1—3 层,然后将另外对称的两个面焊满,再将未焊满的焊缝焊满
四、焊前准备:1、焊接材料采纳 J506 焊条,焊条应储存在干燥、通风良好的地方,由专人保管
2、焊接前焊条要烘干,烘干温度 350℃保温 2 小时
领用的焊条应放在 120℃恒温保温筒内,随用随取
领用的焊条应在 4 小时内用完,用不完的焊条应重新烘干,焊条烘干次数不能超过 2 次
受潮的焊条禁止使用
焊条烘干装置及保温装置的加热、测温、控温性能应符合使用要求
3、焊缝坡口表面及组装质量:焊接坡口采纳火焰切割、砂轮打磨加工,坡口表面不应有油、锈、氧化铁、油污等杂质
缺棱 1—3 毫米时,应修磨平整;缺棱超过 3 毫米时,用直径不超过 3
2 毫米的 J506 焊条补焊,并修磨平整
4、施焊前,焊工应检查焊接部位的组装和表面清理的质量,如不符合要求,要修磨补焊合格后方能施焊
5、严禁接头间隙中填塞焊条头、铁块等杂物
6、焊接作业环境焊接作业区风速当 8m/s,应设防风棚进行防风