非标钢结构人工组装工艺1 组装工序的一般规定 (1)拼装必须按工艺要求的次序进行,当有隐蔽焊缝时,必须先予施焊,经检验合格方可覆盖
当复杂部位不易施焊时,亦须按工艺规定分别先后拼装和施焊
(2)布置拼装胎具时,其定位必须考虑预放出焊接收缩量及齐头、加工的余量
(3)为减少变形,尽量实行小件组焊,经矫正后再大件组装
胎具及装出的首件必须经过严格检验,方可大批进行装配工作
(4)组装前,零件、部件的连接接触面和沿焊缝边缘每边 30~50mm 范围内的铁锈、毛刺、污垢、冰雪等应清除洁净
(5)组装时的点固焊缝长度宜大于 40mm,间距宜为 500~600mm,点固焊缝高不宜超过设计焊缝高度的 2/3
(6)板材、型材的拼接,应在组装前进行;构件的组装应在部件组装、焊接、矫正后进行,以便减少构件的焊接残余应力,保证产品的制作质量
(7)构件的隐蔽部位应提前进行涂装
(8)桁架结构的杆件装配时要控制轴线交点,其允许偏差不得大于 3mm
(9)装配时要求磨光顶紧的部位,其顶紧接触面应有 75%以上的面紧贴,用0
3mm 的塞尺检查,其塞入面积应小于 25%,边缘间隙不应大于 0
(10)拼装好的构件应立即用涂料在明显部位编号,写明图号、构件号和件数,以便查找
2 钢结构构件组装的方法1 地样法 用 1:1 的比例在装配平台上放出构件实样,然后根据零件在实样上的位置,分别组装起来成为构件
此装配方法适用于桁架、构架等小批量结构的组装
2 仿形复制装配法 先用地样法组装成单面(单片)的结构,然后定位点焊牢固,将其翻身,作为复制胎模,在其上面装配另一单面的结构,往返两次组装
此种装配方法适用于横断面互为对称的桁架结构
3 立装 立装是根据构件的特点,及其零件的稳定位置,选择自上而下或自下而上地装配
此法用于放置平稳,高度不大的结构或者大直径的圆筒
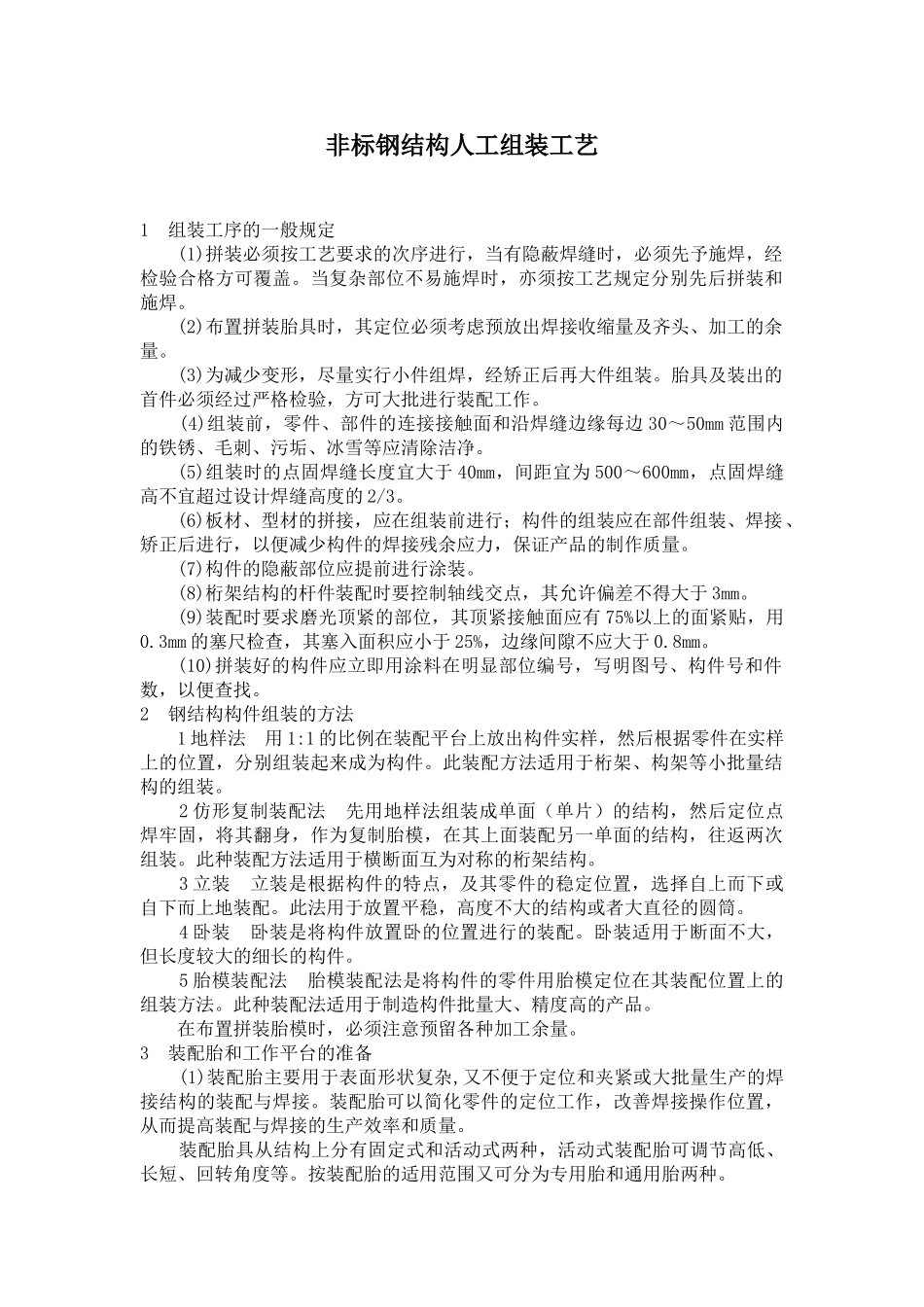
4 卧装 卧装是将构件放