初始过程能力讨论计划一、为保证产品品质,确保制程能力足够,特制定本计划
二、重要管制特性及采纳的 SPC 控制图:控制图可选 Xbar-R 图、Xbar—S 图、X—MR 图、中位数图、P 图、U 图、EWMA、Z—MR、预控图等,过程能力可选用 Ppk、Cpk、Pp、Cp、Pbar、DPMO 等
级过程产品或过程特别特性特性法律规范容量频率控制方法控制图过程能力及控制目标责任人焊接SMT 收板定位IPC—A-610C Class2100%每块U 图UCL=1000ppm DPMO插机定位检查定位检查工艺100%每次P-ChartUCL=5
0%预热温度120-163℃(焊点面)1 次每 4 小时Xbar—RChart120—163℃
试产 Ppk>1
67,量产 Ppk>1
67、CPK〉1
33锡炉温度240——250℃1 次每 4 小时Xbar-RChart240-250℃助焊剂比重0
82g/ml1 次每小时Xbar-RChart0
78—82g/ml波峰焊接不良点数波峰焊接工艺3 块每小时C—ChartUCL=20焊点面定位检查定位检查工艺100%每次DPMO-ChartUCL=1000ppm元件面定位检查定位检查工艺100%每次DPMO-ChartUCL=1000ppmICT TestICT Test 工艺100%每次P-ChartUCL=6
0%负载测试负载测试工艺100%每次P—ChartUCL=6
0%高压测试高压测试工艺100%每次P-ChartUCL=0%功能测试 Dinamic Test 工艺100%每次P-ChartUCL=4
0%电流平衡测试电流平衡测试工艺100%每次P-ChartUCL=3
0%老化测试老化测试工艺100%每次P—ChartUCL=3
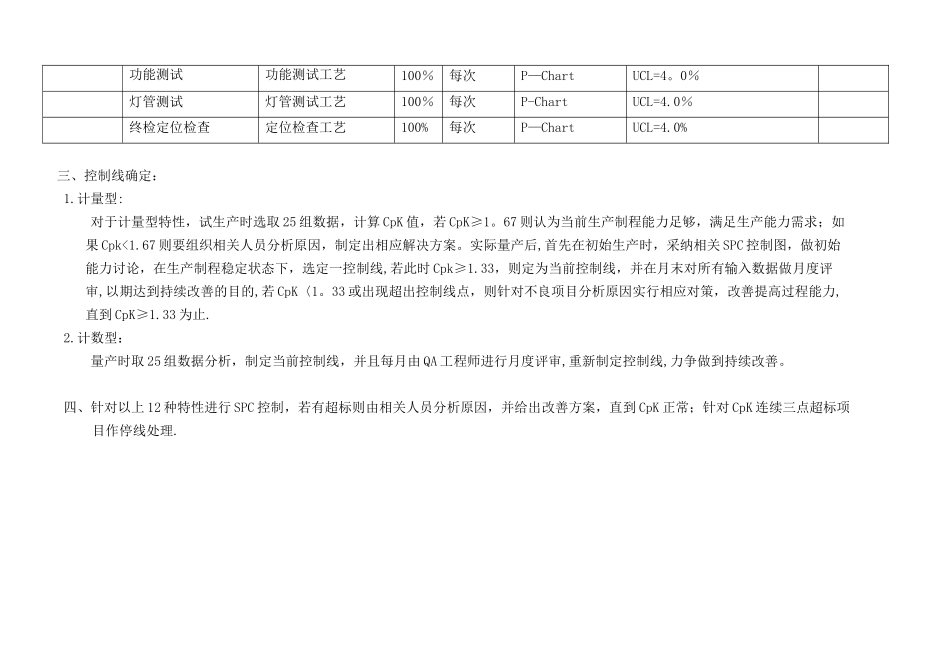
0%功能测试 功能测试工艺100%每次P—ChartUCL=4
0%灯管测试灯