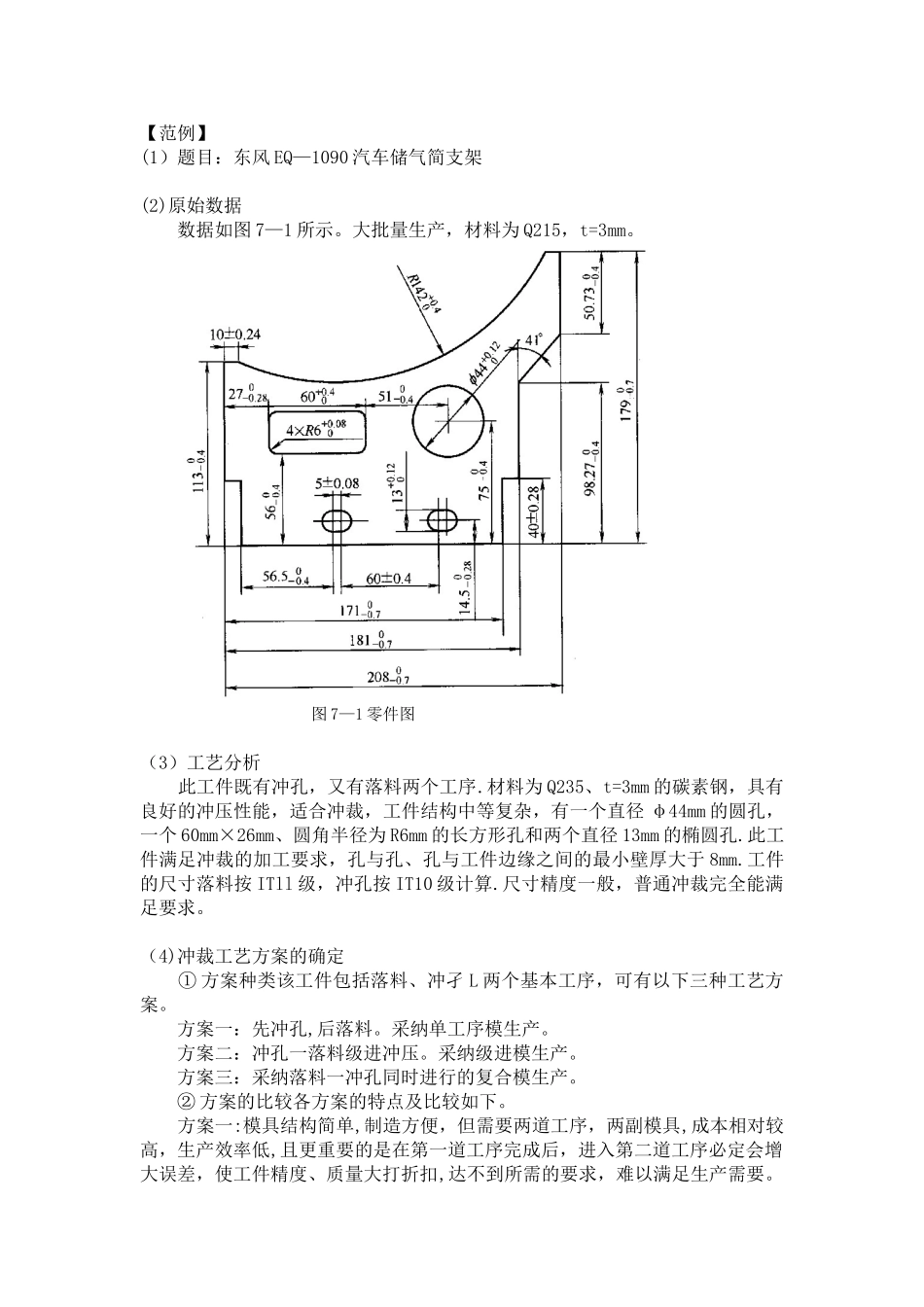
【范例】(1)题目:东风 EQ—1090 汽车储气简支架(2)原始数据数据如图 7—1 所示
大批量生产,材料为 Q215,t=3mm
图 7—1 零件图(3)工艺分析 此工件既有冲孔,又有落料两个工序
材料为 Q235、t=3mm 的碳素钢,具有良好的冲压性能,适合冲裁,工件结构中等复杂,有一个直径 φ44mm 的圆孔,一个 60mm×26mm、圆角半径为 R6mm 的长方形孔和两个直径 13mm 的椭圆孔
此工件满足冲裁的加工要求,孔与孔、孔与工件边缘之间的最小壁厚大于 8mm
工件的尺寸落料按 ITll 级,冲孔按 IT10 级计算
尺寸精度一般,普通冲裁完全能满足要求
(4)冲裁工艺方案的确定 ① 方案种类该工件包括落料、冲孑 L 两个基本工序,可有以下三种工艺方案
方案一:先冲孔,后落料
采纳单工序模生产
方案二:冲孔一落料级进冲压
采纳级进模生产
方案三:采纳落料一冲孔同时进行的复合模生产
② 方案的比较各方案的特点及比较如下
方案一:模具结构简单,制造方便,但需要两道工序,两副模具,成本相对较高,生产效率低,且更重要的是在第一道工序完成后,进入第二道工序必定会增大误差,使工件精度、质量大打折扣,达不到所需的要求,难以满足生产需要
故而不选此方案
方案二:级进模是一种多工位、效率高的加工方法
但级进模轮廓尺寸较大,制造复杂,成本较高,一般适用于大批量、小型冲压件
而本工件尺寸轮廓较大,采纳此方案,势必会增大模具尺寸,使加工难度提高,因而也排除此方案
方案三:只需要一套模具,工件的精度及生产效率要求都能满足,模具轮廓尺寸较小、模具的制造成本不高
故本方案用先冲孔后落料的方法
③ 方案的确定综上所述,本套模具采纳冲孔一落料复合模
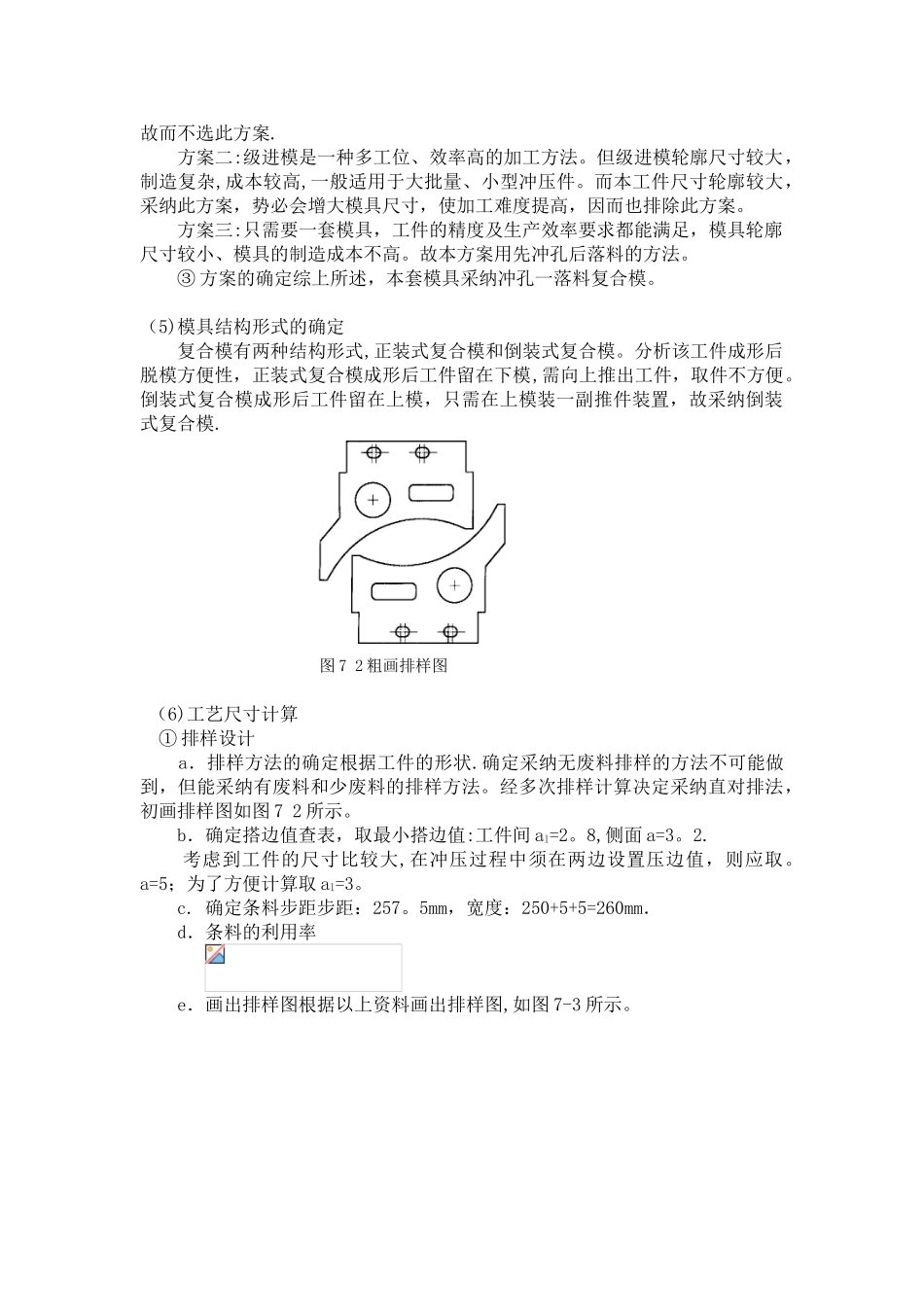
(5)模具结构形式的确定复合模有两种结构形式,正装式复合模和倒装式复合模
分析该工件成形后脱模方便性,正装式复合模成形后工